

Главная
>
Продукт > Основная служба настройки > Пользовательская плесень > Услуга испытания литьевых форм
Продукт
- Основная служба настройки
- Здравоохранение
- Домашнее медицинское оборудование
- Товары для оздоровительного массажа для домашнего использования
- Домашнее медицинское реабилитационное оборудование
- Оборудование для домашнего ухода
- Медицинское оборудование для больниц
- Коммерческое медицинское оборудование больницы
- Новые медицинские устройства
- Ветеринарные товары
- Электронные приборы и инструменты
- Формы для товаров для матери и ребенка
- Рекреационный спорт
- Искусство интерьера дома
- Автомобильные аксессуары
- Транспорт и складирование
- Светильники
- Строительное оборудование
- Упаковка продукта
- Образовательные и лаборатории
- Одежда Аксессуары для багажа
- Средства по уходу и чистке
- Сельское и лесное хозяйство
- Механическое оборудование
- Товары для домашних животных
- Kitchenware










Услуга испытания литьевых форм
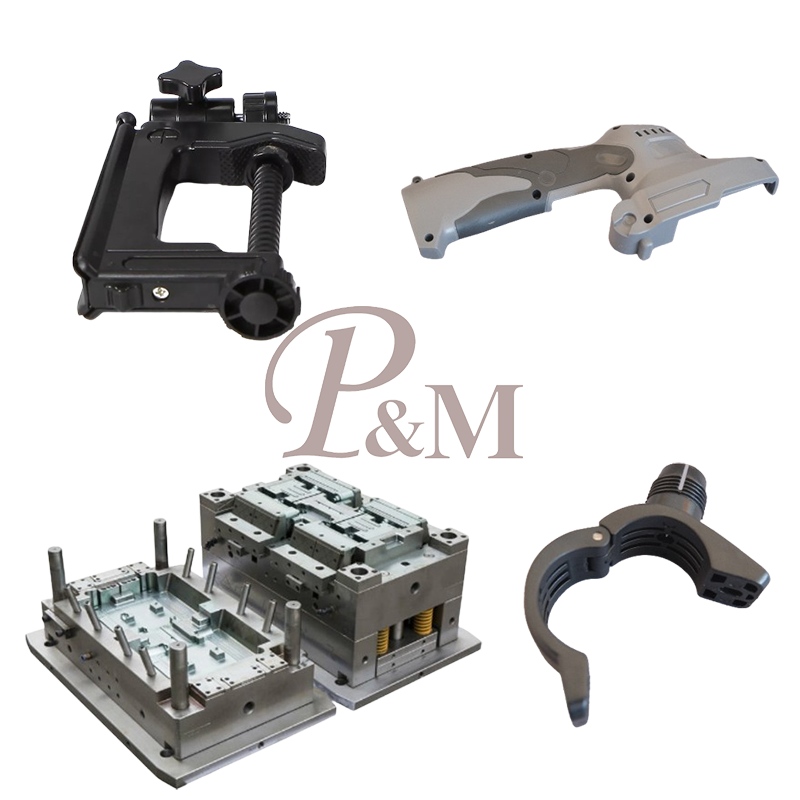
Компания Ningbo (P&M) Plastic Metal Products Co., Ltd. имеет 18-летний опыт производства пресс-форм и 10-летний опыт экспорта пластиковых моделей для литья под давлением. Мы предоставляем профессиональные универсальные услуги по изготовлению пресс-форм по индивидуальному заказу и являемся профессиональным производителем пластиковых форм. Мы можем использовать литье под давлением, выдувное формование, литье под давлением и ротационное формование.
Отправить запрос
Описание продукта
Служба испытания литьевых форм — это специальный инструмент, используемый в процессе литья пластмасс под давлением. В соответствии с конструктивной формой и размером пластиковых изделий, благодаря особой конструктивной конструкции, расплавленные пластиковые материалы могут заполнять полость формы под давлением литьевой машины. После услуги испытания пресс-формы для литья под давлением формируются пластиковые изделия, соответствующие форме полости пресс-формы. Короче говоря, это основное оборудование для массового производства пластиковых изделий, определяющее точность, внешний вид и производительность службы тестирования литьевых форм.
Услуга по испытанию литьевых форм Введение
A、Классификация услуг по испытанию литьевых форм
1. Классификация по структуре пресс-формы
(1) Двухпластинчатая форма
Двухпластинчатая форма является одной из самых простых по конструкции и наиболее широко используемых типов в моделях литья пластмасс под давлением. Конструкция пресс-формы в основном состоит из двух частей: фиксированной и подвижной. Литниковая система обычно расположена на стороне неподвижной формы, а полости формы соответственно расположены на неподвижной форме и движущейся форме. Когда форма закрыта, неподвижная форма и движущаяся форма плотно прилегают друг к другу, и расплавленный пластик впрыскивается в полость через литниковую систему; Когда форма открывается, движущаяся форма перемещается вместе с термопластавтоматом, пластиковое изделие отделяется от неподвижной формы вместе с движущейся формой, а затем изделие выбрасывается из движущейся формы через механизм выталкивания. Двухплитные формы подходят для пластиковых изделий с простой конструкцией и низкими требованиями к точности размеров, таких как пластиковые коробки и стаканчики предметов повседневного спроса.
(2) Трехпластинчатая форма
В трехплитную форму добавляется литниковая пластина (также называемая литниковой пластиной) на основе двухплитной формы, поэтому вся форма состоит из трех частей: неподвижной опорной плиты формы, литниковой плиты и подвижной опорной плиты формы. Его самая большая особенность заключается в том, что литниковая система и пластиковое изделие могут быть автоматически разделены при открытии формы без последующей ручной обрезки литника, что повышает эффективность производства. Литниковая система трехпластинчатой формы расположена между литником и неподвижной формой, а полость формы расположена между неподвижной формой и подвижной формой. Когда форма открывается, сначала литник отделяется от неподвижной формы, а конденсат литниковой системы остается на стороне литника; когда форма открывается дальше, неподвижная форма отделяется от движущейся, пластиковое изделие перемещается вместе с движущейся формой и, наконец, изделие выбрасывается с помощью механизма выталкивания. Трехплитные формы подходят для случаев, когда требуется подача штифта и предъявляются высокие требования к внешнему виду продукта, например, для корпусов электронных изделий и прецизионных деталей.
2. Классификация по объему выпуска пластиковой продукции
(1) Одногнездная пресс-форма
Однополая пресс-форма имеет только одну полость, и в каждом процессе литья под давлением можно производить только одно пластиковое изделие. Этот тип пресс-формы имеет простую конструкцию, короткий цикл проектирования и изготовления, а также низкую стоимость. Он подходит для мелкосерийного производства, пробного производства или крупных и сложных пластиковых изделий, таких как большие пластиковые оборотные коробки и автомобильные бамперы. Поскольку каждый раз производится только один продукт, распределение давления в форме является равномерным, что может лучше гарантировать точность и качество одного продукта.
(2) Многоместная пресс-форма
Многополая пресс-форма содержит две или более полости пресс-формы, и несколько пластиковых изделий можно производить одновременно в одном процессе литья под давлением, что может значительно повысить эффективность производства и снизить себестоимость единицы продукции. Он широко используется в небольших пластиковых изделиях массового производства, таких как пластиковые крышки для бутылок, кнопки и корпуса электронных компонентов. При проектировании многогнездной формы необходимо обеспечить равномерную подачу и последовательное охлаждение каждой полости, чтобы обеспечить постоянство размеров и характеристик всех изделий. Обычно используется сбалансированная литниковая система, позволяющая расплавленному пластику одновременно и равномерно заполнять каждую полость.
B、Структурная структура службы испытания литьевых форм
1. Система ворот
Литниковая система представляет собой канал, по которому расплавленный пластик поступает из сопла термопластавтомата в полость формы, состоящую в основном из литника, желоба, литника и колодца для холодной пробки. Литник — это деталь, соединяющая сопло термопластавтомата и направляющую, его размер и форма должны соответствовать соплу, чтобы обеспечить плавный поток пластика; направляющая используется для распределения пластика в литнике по каждой полости; литник представляет собой небольшой канал, соединяющий бегун и полость, который контролирует скорость впрыска и давление пластика и в то же время облегчает разделение литниковой системы и продукта при открытии формы; Холодный шлагбаум используется для сбора низкотемпературного пластика на переднем конце во время процесса литья под давлением, чтобы предотвратить попадание холодного материала в полость и влияние на качество продукта.
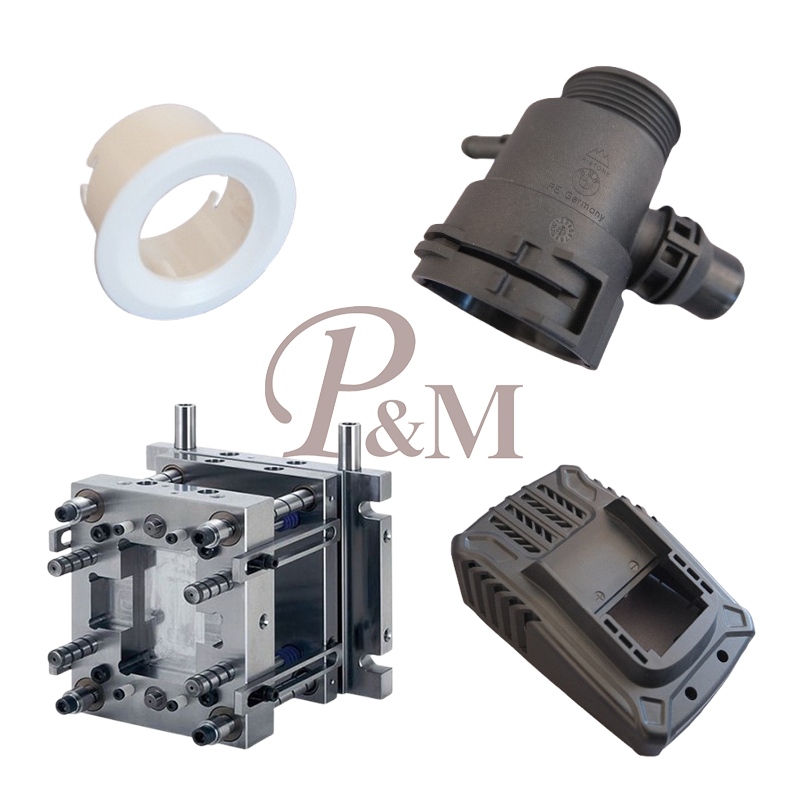
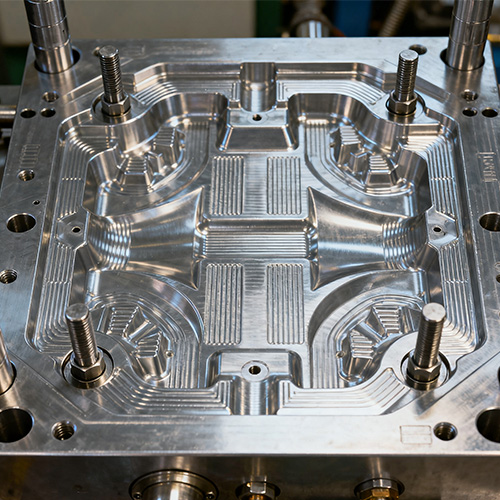
2. Литье деталей
Литые детали являются ключевыми компонентами, которые непосредственно контактируют с расплавленным пластиком и определяют форму и размер пластикового изделия, в основном включая полость и сердцевину. Полость — часть формы, образующая внешнюю поверхность пластмассового изделия, форма которой соответствует внешнему контуру изделия; Сердцевина — это часть, которая образует внутреннюю поверхность изделия или таких структур, как отверстия и канавки. Литые детали должны иметь высокую твердость, износостойкость и устойчивость к высоким температурам, чтобы выдерживать давление и трение расплава пластика и обеспечивать стабильность размеров при длительном использовании. Обычные материалы для формования деталей включают пресс-формы, такие как P20, 718H и H13. Соответствующие материалы выбираются в соответствии с требованиями к материалу и точности изделия, а для улучшения их характеристик выполняется соответствующая термическая обработка (например, закалка и отпуск).
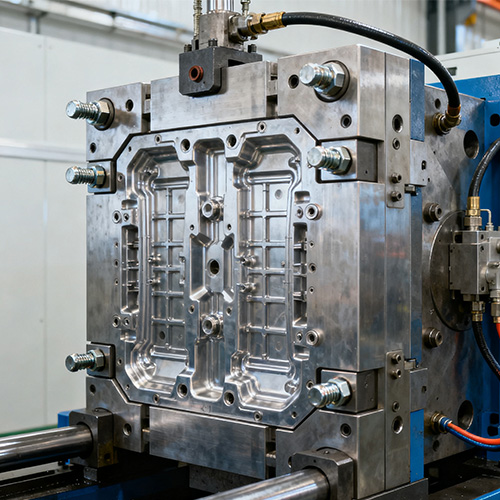
3. Механизм направления и позиционирования
Механизм направления и позиционирования используется для обеспечения точного выравнивания неподвижной и движущейся форм во время процесса закрытия и открытия формы, предотвращая отклонение размера продукта или повреждение формы из-за несоосности. В основном это направляющие стойки и направляющие втулки. Обычно направляющие стойки устанавливаются на стороне движущейся формы, а направляющие втулки устанавливаются на стороне неподвижной формы. Между направляющими стойками и направляющими втулками предусмотрена прецизионная посадка (например, H7/f7). Когда форма закрыта, направляющие стойки вставляются в направляющие втулки, обеспечивая направление движения формы; в то же время некоторые формы также оснащены позиционирующими штифтами или позиционирующими блоками для дальнейшего повышения точности позиционирования неподвижной и подвижной формы, что особенно подходит для форм с высокими требованиями к точности изделия.
4. Механизм выброса
Функция механизма выталкивания заключается в выталкивании охлажденного и затвердевшего пластикового изделия из полости формы (обычно движущейся формы) после открытия формы, чтобы изделие можно было вынуть. Общие механизмы выбрасывания включают в себя выталкивающие штифты, выталкивающие втулки, выбрасывающие пластины и выбрасывающие блоки. Выталкивающие штифты являются наиболее часто используемыми компонентами выталкивания, имеют простую конструкцию и легкую установку, подходят для большинства пластиковых изделий; гильзы эжектора подходят для цилиндрических или кольцевых изделий, что позволяет изделию выдерживать равномерную силу и избегать деформации; эжекторные пластины (также называемые эжекторными пластинами) подходят для продуктов большой площади, с тонкими стенками или сложной формы, гарантируя, что продукт не деформируется в результате общего выброса; эжекторные блоки используются для локального выброса изделий специальной формы. Конструкция механизма выброса должна основываться на форме, структуре и характеристиках материала продукта, чтобы обеспечить равномерную силу выброса и разумное положение выброса, а также избежать повреждения продукта.
5. Система охлаждения
Система охлаждения используется для отвода тепла от расплавленного пластика в полости формы, благодаря чему пластик можно быстро охладить и затвердеть, сокращая цикл формования, повышая эффективность производства и в то же время обеспечивая точность размеров и качество внешнего вида пластикового изделия. Система охлаждения обычно представляет собой канал охлаждающей воды, открытый на неподвижной и движущейся формах формы. Положение, форма и размер канала для воды должны быть спроектированы в соответствии с формой и толщиной продукта, чтобы обеспечить равномерное охлаждение всех частей продукта. Вообще говоря, канал охлаждающей воды должен располагаться как можно ближе к поверхности полости и сохранять определенное расстояние от контура полости, чтобы не влиять на прочность формы; для толстостенных изделий необходимо соответствующим образом увеличить количество водных каналов или продлить время охлаждения, чтобы обеспечить достаточное охлаждение внутри изделия; для тонкостенных изделий расстояние между водяными каналами можно соответствующим образом уменьшить, чтобы ускорить скорость охлаждения. В качестве охлаждающей среды обычно используется вода, а в некоторых случаях также используются другие среды, например масло.
C、Ключевые моменты проектирования модели литья пластмасс под давлением
1. Анализ структуры продукта
Перед проектированием формы необходимо провести детальный анализ структуры пластикового изделия, включая конструктивные особенности, такие как форма, размер, толщина стенки, галтель, отверстие и паз изделия. Во-первых, толщина стенок изделия должна быть одинаковой, чтобы избежать чрезмерных различий в толщине стенок, поскольку неравномерная толщина стенок приведет к неравномерной скорости охлаждения пластика, создаст внутреннее напряжение, а затем вызовет такие дефекты, как деформация изделия и усадочные полости; во-вторых, по углам изделия следует установить разумные галтели, которые позволят не только избежать концентрации напряжений и повысить прочность изделия, но также облегчить пластическое течение и обработку пресс-формы; Кроме того, что касается отверстий и канавок на изделии, необходимо учитывать их положение, размер и глубину, чтобы обеспечить плавное формирование формы и в то же время облегчить последующее извлечение и удаление.
2. Адаптация выбора материала
Выбор материалов для форм должен быть совместим с характеристиками материала пластикового изделия. Если в пластиковом изделии используется материал, подверженный сильной коррозии (например, ПВХ), детали пресс-формы должны выбирать стальную форму с хорошей коррозионной стойкостью (например, H13) и подвергаться поверхностной обработке (например, хромированию), чтобы предотвратить коррозию формы; если пластиковое изделие требует высокой чистоты поверхности (например, прозрачные пластиковые детали), детали пресс-формы должны пройти высокоточную полировку и в то же время выбирать материалы с хорошими характеристиками полировки (например, 718H); для форм, применяемых в массовом производстве, детали формовки следует выбирать из материалов с высокой износостойкостью для продления срока службы формы; для форм, используемых при мелкосерийном производстве или пробном формовании, можно выбрать материалы с более низкой стоимостью (например, P20), чтобы снизить производственные затраты.
3. Согласование параметров процесса
При проектировании формы необходимо полностью учитывать параметры процесса литья под давлением, такие как давление впрыска, скорость впрыска, температура формы, время охлаждения и т. д., чтобы гарантировать, что структура формы может адаптироваться к требованиям этих параметров процесса.
Услуги по испытанию литьевых форм (спецификация)
|
Название формы |
Услуга испытания литьевых форм |
|
Мы обещаем |
Все ориентированы на клиента, никогда не преследуют краткосрочную прибыль и продают долгосрочные выгоды. |
|
Мы производим |
Пресс-форма, прототип, литье под давлением, сборка изделия, поверхностная печать, напыление интеграции поверхности |
|
Пожалуйста, предоставьте |
2D, 3D, образцы или размер многоракурсных изображений |
|
Время пресс-формы |
Около 25 рабочих дней |
|
Время продукта |
7-15 дней |
|
Модная точность |
±0,1 мм |
|
Жизнь пресс-формы |
50-100 миллионов выстрелов |
|
Производственный процесс |
Аудиторские чертежи - анализ потока пресс-формы - проверка конструкции - специальные материалы - обработка пресс-формы - обработка стержня - обработка электродов - обработка системы направляющих - обработка и закупка деталей - приемка обработки - процесс обработки поверхности полости - сложный режим Штамповка - покрытие всей поверхности формы - монтажная пластина - образец пресс-формы - испытание образца - отправка образцов |
|
Полость формы |
Одна полость, несколько полостей или одинаковые разные изделия могут быть изготовлены вместе |
|
Материал пресс-формы |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Система бегунков |
Горячий бегун и холодный бегун |
|
Базовый материал |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Заканчивать |
Ровность слова, зеркальный блеск, матовая поверхность, стрии. |
|
Стандартный |
HASCO, DME или в зависимости от |
|
Тонкая технология |
Фрезерование, шлифование, ЧПУ, электроэрозионная обработка, резка проволоки, резьба, электроэрозионная обработка, токарные станки, обработка поверхности и т. д. |
|
Программное обеспечение |
CAD,PRO-E,UG Время проектирования: 1-3 дня (нормальные обстоятельства) |
|
Материал изделия |
Пищевое пластиковое сырье |
|
Источник |
Сделано в Китае |
Процесс настройки








Фабрика и о нас
Компания NingBo Plastic Metal Product Co., Ltd (P&M) расположена в Юяо, так называемом Городе Плесени, Королевстве Пластика, на южной оконечности моста через залив Ханчжоу, к северу от Шанхая, к востоку от порта Нинбо, на плотной двойной линии государственной дороги 329 по суше, морю и воздуху в сеть для облегчения транспортировки.
Благодаря богатой технической мощи, научным методам управления и хорошему послепродажному обслуживанию, продукт пользуется большим доверием и приветствуется клиентами со всего мира. P&M использует усовершенствованную систему разработки и производства для проектирования пресс-форм, производства пластиковых изделий и автоматического производства. Нашей основной продукцией является проектирование и производство пластиковых форм, пластиковых изделий, металлических изделий. 90% продукции нашего предприятия экспортируется в Америку, Европу, Германию, Японию, Австралию и др. На протяжении многих лет компания занимается исследованием сырья. Компания имеет собственную торговую марку и десятки патентов, обеспечивающие более удобную техническую поддержку при изготовлении пресс-форм и производстве продукции. P&M начала внутренний бизнес с 2008 года под названием Shundi Mold Factory. И открыли международный рынок с 2014 года. Мы всегда придерживаемся принципов качества и времени в первую очередь. Предоставляя клиентам продукцию высочайшего качества, постарайтесь максимизировать эффективность производства и сократить время производства. Мы с гордостью сообщаем каждому клиенту, что наша компания не потеряла ни одного клиента с момента своего создания. Если возникнут проблемы с продуктом, мы будем активно искать решение и возьмем на себя ответственность до конца.
P&M придерживается рыночной ориентации на качество жизни и фокусируется на качественном обслуживании и постоянной разработке новых продуктов, стремясь создать лучший корпоративный имидж, а наши друзья дома и за рубежом, чтобы осуществлять широкий спектр деловых обменов и сотрудничества, создают блестящие вещи.






Упаковка
Упаковка в соответствии с вашими потребностями
1. Доставка по воздуху занимает 3-7 дней.
Товары могут быть отправлены DHL, Fedex, UPS.
2. По морю время доставки зависит от вашего порта.
В страны Юго-Восточной Азии занимает около 5-12 дней.
В страны Ближнего Востока доставка занимает около 18-25 дней.
В европейские страны занимает около 20-28 дней.
Доставка в американские страны занимает около 28-35 дней.
В Австралию занимает около 10-15 дней.
В африканские страны занимает около 30-35 дней.
Детали P&M Bike, ориентированные на детей, сочетают в себе безопасность, здоровье и веселье, стремясь добавить ярких красок в прекрасное детство. Мы с нетерпением ждем возможности работать вместе с вами, чтобы служить нашим детям.
Дорога роста ребенка вымощена кирпичами и плиткой.


Часто задаваемые вопросы
1.Кто мы?
Мы находимся в Чжэцзяне, Китай, начиная с 2014 года, продаем в Северную Америку (30,00%), Южную Европу (10,00%), Северную Европу (10,00%), Центральную Америку (10,00%), Западную Европу (10,00%), Ближний Восток (10,00%), Восточную Европу (10,00%), Южную Америку (10,00%). В нашем офисе работает около 51-100 человек.
2.Как мы можем гарантировать качество?
Всегда предсерийный образец перед массовым производством;
Всегда окончательная проверка перед отправкой;
3.Что вы можете купить у нас?
Пресс-формы, изделия из пластмассы, изделия из металла, изделия для стоматологии, обработка на станках с ЧПУ.
4. Почему вам следует покупать у нас, а не у других поставщиков?
Мы в основном занимаемся всеми видами 3D-дизайна, 3D-печати, а также пластиковыми металлическими формами и инструментами и изделиями. У нас есть собственный инженер и завод. Комплексная поставка: 3D-дизайн - 3D-печать - изготовление пресс-форм - литье пластмассы.
5.Какие услуги мы можем предоставить?
Принятые условия доставки: FOB,CFR,CIF,EXW,FCA,DDP,DDU;
Принимаемая валюта платежа: доллар США, евро;
Принятый тип оплаты: T/T, L/C, PayPal, Western Union, Escrow;
Язык общения: английский, китайский, испанский, французский, русский.
6. Каковы характеристики вашего сервиса?
1. На ваш запрос, связанный с нашей продукцией или ценами, будет дан ответ в течение 24 часов.
2. Хорошо обученный и опытный персонал ответит на все ваши вопросы на свободном английском языке.
3. Предложение поддержки для решения проблемы в период подачи заявки или продажи.
4. Конкурентоспособные цены при одинаковом качестве.
5. Гарантия качества образцов такая же, как и качество массового производства.
Горячие Теги: Служба испытания литьевых форм, Китай, Производитель, Поставщик, Фабрика, Индивидуальные, Оптовая торговля, Купить, Качество, Последние продажи, Сделано в Китае
Связанная категория
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.








