

Процесс формования инъекции: циклы и оборудование для игрушек, бункеров и медицинских контейнеров
Инъекционное формованиеэто процесс, который влечет за собой инъекцию полимера высокого давления в форму для формирования. Различные шаги в этом процессе кратко, как правило, длится от 2 секунд до 2 минут. Цикл литья под давлением состоит из четырех ключевых этапов: зажим, инъекции, охлаждения и выброса.
Зажим:
Чтобы инициировать процесс впрыска, обе половины формы должны быть надежно закрыты, используя зажимную блок, прикрепленную к машине для литья под давлением. Материал впрыскивается, когда блок зажима прижимает половинки вместе, обеспечивая плотное уплотнение во время инъекции. Большие машины, с большей зажимной мощностью, могут потребовать больше времени, чтобы закрыть и закрепить форму.
Инъекция:
Пластиковые шарики подаются в машину для литья под давлением через бункер и продвигаются к плесени впрыском. Гранулы растоплены из -за тепла и давления в стволе. Количество материала, впрыскиваемого, известного как «выстрел», определяется заполнением плесени до 95-99%. Расчет точного времени инъекции является сложным из -за динамического характера пластического потока. Время впрыска оценивается на основе таких факторов, как давление впрыска, мощность и объем выстрела. Давление впрыска обычно варьируется от 35-140 МПа и контролируется гидравлической системой машины.
Охлаждение:
На стадии охлаждения пластик внутри формы начинает затвердеть при контакте с интерьером плесени. По мере того, как пластик охлаждается и затвердевает, он принимает желаемую форму, потенциально слегка сокращается во время процесса. Плесень не может быть открыта, пока не завершится период охлаждения. Оценка времени охлаждения зависит от толщины стенки детали и термодинамических свойств пластика.
Выброс:
Последняя фаза включает в себя выброс детали из машины с использованием системы выброса. Когда плесень открывается, часть выталкивается, требуя силы из -за потенциальной усадки и адгезии к форме. После выброса плесень может быть снова закрыта для другого выстрела, чтобы начать цикл заново.
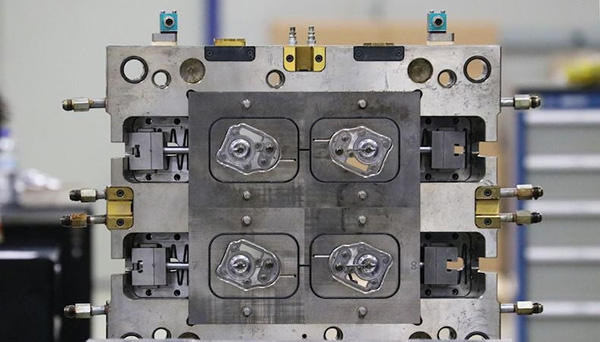
Дизайн плесени играет важную роль в определении качества конечного продукта. Устойчивость, долговечность, форму и размер плесени являются важными факторами, зависимыми от типа используемой плесени. Правильный поток полимеров внутри формы, а также эффективная теплопередача для охлаждения являются важными конструктивными соображениями.
Этот сложный процесс требует квалифицированного контроля, чтобы обеспечить его успех. В Automatic Plastics мы расставляем приоритеты как производительность, так и безопасность. Мы стремимся доставлять высококачественные пластиковые детали в различных отраслях промышленности черезИнъекционное формованиеПолем Для ваших потребностей в формовом впрыске обратитесь к APL для подробного обсуждения ваших требований и получить конкурентную цитату.
Предыдущий:Введение в формы для литья умирают


