

Главная
>
Продукт > Основная служба настройки > Пользовательская литья > Литье пластиковых деталей скутера 150 куб.см.
Продукт
- Основная служба настройки
- Здравоохранение
- Домашнее медицинское оборудование
- Товары для оздоровительного массажа для домашнего использования
- Домашнее медицинское реабилитационное оборудование
- Оборудование для домашнего ухода
- Медицинское оборудование для больниц
- Коммерческое медицинское оборудование больницы
- Новые медицинские устройства
- Ветеринарные товары
- Электронные приборы и инструменты
- Формы для товаров для матери и ребенка
- Рекреационный спорт
- Искусство интерьера дома
- Автомобильные аксессуары
- Транспорт и складирование
- Светильники
- Строительное оборудование
- Упаковка продукта
- Образовательные и лаборатории
- Одежда Аксессуары для багажа
- Средства по уходу и чистке
- Сельское и лесное хозяйство
- Механическое оборудование
- Товары для домашних животных
- Kitchenware








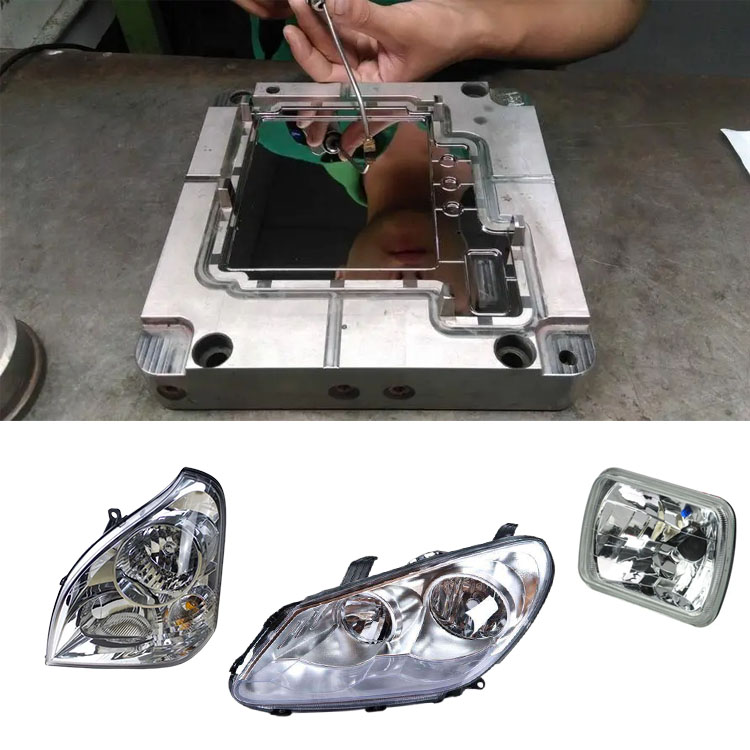

Литье пластиковых деталей скутера 150 куб.см.
Компания Ningbo (P&M) Plastic Metal Products Co., Ltd. имеет 17-летний опыт производства пресс-форм и может изготовить пластиковые детали для скутеров объемом 150 куб.см по индивидуальному заказу. Мы предоставляем профессиональные услуги по формованию пластиковых деталей для скутеров объемом 150 куб.см и являемся профессиональным производителем формовочных пластиковых деталей для скутеров объемом 150 куб.см. Мы имеем достаточный опыт в выборе сырья для продукции и материалов форм. В процессе изготовления пластиковых деталей для скутеров объемом 150 куб.см наша фабрика может предоставить комплексное обслуживание. У нас есть проектные и производственные возможности, связанные с литьем пластиковых деталей для скутеров объемом 150 куб. См, такие как: проектирование САПР, изготовление пресс-форм, литье под давлением, производство пластиковых изделий, сборка и другие технологии.
Отправить запрос
Описание продукта
Кроме того, наша компания установила отношения сотрудничества с поставщиками пластикового сырья, производителями полиграфии и т. д., чтобы обеспечить поставки сырья и качество печати. Благодаря нашему богатому опыту и идеальной цепочке поставок, наша компания может предоставить клиентам высококачественные изделия для литья пластиковых деталей для скутеров объемом 150 куб.см, изготовленные по индивидуальному заказу, отвечающие их конкретным потребностям. В то же время у нас есть 10-летний опыт профессионального обслуживания внешней торговли, мы понимаем процесс внешней торговли и лучше обслуживаем наших клиентов. Для формования пластиковых деталей для скутеров объемом 150 куб.см мы можем изготовить соответствующие пластиковые детали, что в основном делается с помощью литьевых форм.



Весь процесс литья под давлением пластиковых деталей скутера объемом 150 куб.см.
Этап первый: проектирование и выбор материалов – основа производительности и безопасности
Этот этап определяет конечную работоспособность и срок службы деталей.
Анализ ключевых компонентов
Крупные внешние компоненты: передние крылья, боковые крышки, задние крышки и т. д. Требуется высокий глянец, устойчивость к ультрафиолетовому излучению и ударопрочность.
Конструктивно-функциональные элементы: ножные педали, внутренние брызговики, ящики для хранения и т. д. Требуются высокая жесткость, устойчивость к вытаптыванию и усталости.
Периферийные детали двигателя: Специальные детали для мотоциклов, такие как дефлекторы воздуха, коробки для цепи и т. д. Они должны быть термостойкими и маслостойкими.
Выбор материала. Характеристики обновления:
Предпочтительным выбором для внешнего вида деталей является АБС-пластик или сплав ПК/АБС. ПК/АБС сочетает в себе ударопрочность ПК и технологичность АБС. Его ударопрочность намного превосходит стойкость обычного ABS, что делает его более подходящим для более опасных ударов, с которыми может столкнуться 150-кубовый двигатель. Поверхность можно обработать распылением или гальванопокрытием.
Конструктивные элементы/педали: Ударопрочный полипропилен (PP+EPDM) или полипропилен, армированный длинным стекловолокном (PP-LGF). Последний обеспечивает прочность и жесткость, близкую к конструкционным пластикам, легкий и экономичный.
Детали вокруг двигателя, устойчивые к высоким температурам: нейлон (PA6 или PA66), особенно нейлон, армированный стекловолокном (PA+GF), могут выдерживать температуру окружающей среды в машинном отделении до 120–140 ℃ и масляные пятна в течение длительного времени.
Основная добавка: необходимо добавить высокоэффективные ингибиторы УФ-излучения, чтобы предотвратить выцветание, порошкообразование и ломкость при длительном воздействии солнечных лучей на открытом воздухе.
Этап второй: проектирование и изготовление пресс-форм – обеспечение точности и эффективности
Пресс-формы являются ключом к обеспечению стабильности в массовом производстве.
Большие и сложные формы: детали имеют большие размеры, формы обычно имеют большие основания и обрабатываются на портальном станке с ЧПУ.
Анализ потока пресс-формы (Moldflow): незаменим. Моделируйте заполнение пластиком, выдерживание давления, охлаждение и коробление с помощью программного обеспечения CAE для предварительного прогнозирования и оптимизации.
Положение метки сварного шва: направьте ее к невидимой поверхности или зоне с низким напряжением.
Положение пузырьков (захваченного воздуха): заранее откройте выпускные отверстия на форме.
Деформация, вызванная неравномерным охлаждением: Оптимизируйте конструкцию охлаждающего канала.
Система горячеканальных систем: Стандартная конфигурация. Горячий канал с многоточечным игольчатым клапаном используется для обеспечения равномерного и быстрого заполнения крупных деталей, уменьшения соотношения длин потока и внутреннего напряжения, а также экономии сырья.
Эффективная система охлаждения: Конформный водяной канал охлаждения спроектирован так, чтобы располагаться как можно ближе к поверхности полости, обеспечивая быстрое и равномерное охлаждение, значительно сокращая цикл и уменьшая коробление.
Сложные механизмы действия: многие детали кузова имеют фиксаторы и установочные отверстия, что требует использования нескольких ползунков и механизмов наклонной крыши.
Высококачественная обработка поверхности: полости внешних деталей необходимо подвергнуть полировке до блеска или тонкому травлению (например, текстуре кожи), чтобы улучшить текстуру и скрыть дефекты.
Этап третий: Процесс литья под давлением – ключ к достижению эксплуатационных характеристик продукта
Параметры процесса должны быть точно отрегулированы, чтобы раскрыть потенциал материалов.
Строгая предварительная обработка материала: такие материалы, как АБС, ПК/АБС и ПА, необходимо строго сушить в осушающей сушилке (например, ПК/АБС следует сушить при температуре 100–110 ℃ в течение 3–4 часов), чтобы предотвратить гидролитическое разложение и появление полос серебра.
Выбор термопластавтоматов: Требуются термопластавтоматы большого тоннажа и большого объема впрыска, с достаточной силой зажима для предотвращения заусенцев.
Основной процесс
Более высокая температура формы
ABS/PC: температура формы 60-80℃ для уменьшения внутреннего напряжения и достижения глянцевой поверхности.
PA: Температура формы 80-100 ℃ способствует кристаллизации и обеспечивает наилучшую механическую прочность и термостойкость.
Многоступенчатый впрыск: используйте кривую скорости впрыска «медленно-быстро-медленно», чтобы устранить полосы струи и обеспечить плавное заполнение.
Многоступенчатая выдержка давления: за счет использования профиля выдержки высокого давления и длительного давления полностью компенсирует усадку, особенно за ребрами, предотвращая усадку и обеспечивая стабильность размеров и структурную плотность деталей.
Этап четвертый: постобработка и окончательный контроль качества — обеспечение отсутствия дефектов перед отправкой с завода.
Постобработка
Обработка отжигом: для материалов PC/ABS или PA, особенно деталей с неравномерной толщиной стенок, обработка отжигом проводится для устранения внутренних напряжений и предотвращения растрескивания в будущем из-за вибрации или изменений температуры окружающей среды.
Покрытие: детали внешнего вида отправляются на линию распыления для нанесения грунтовки, верхнего покрытия и прозрачного покрытия, чтобы повысить их эстетическую привлекательность и устойчивость к атмосферным воздействиям.
строгий контроль качества:
Проверка размеров: используйте трехкоординатную измерительную машину (КИМ) для проверки положения ключевых установочных отверстий и подгоночных размеров, чтобы обеспечить идеальное соответствие раме.
Проверка внешнего вида: 100% проверка на разницу цвета, усадку, следы течи, царапины и т. д. при стандартных источниках света.
Тест производительности (выше обычного стандарта)
Испытание на удар: используйте стальной шарик определенного веса, чтобы ударить деталь с определенной высоты, имитируя удар камня или небольшой удар, чтобы проверить, не сломается ли она.
Испытание на вибрационную усталость: установите детали на моделируемую раму транспортного средства и проведите долговременное испытание на вибрацию, чтобы проверить наличие трещин в точках установки.
Испытание на устойчивость к атмосферным воздействиям. Испытания на ускоренное старение проводятся в камере для испытаний на УФ-старение (QUV) для имитации многолетнего воздействия солнечного света и проверки стабильности цвета и материала.
Испытание на химическую стойкость: проверьте стойкость к бензину, моторному маслу, чистящим средствам и т. д.
Мы являемся производителем формованных пластиковых деталей для скутеров объемом 150 куб.см, обеспечивая высококачественное производство формованных деталей для скутеров объемом 150 куб.см. Если вы хотите изготовить / разработать изделия для литья пластиковых деталей для скутеров объемом 150 куб.см, вы можете найти нас. У нас есть профессиональный дизайн пресс-форм для литья под давлением и отработанные технологии производства, предоставляющие вам комплексное обслуживание: от проектирования продукта-изготовления пресс-форм-производства продукта-упаковки продукта-транспортировки продукта, мы можем помочь вам в каждом звене. Пока вы обращаетесь к нам, мы предоставим вам максимальный сервис и удовлетворим вас с точки зрения качества продукции, сроков производства, информационного диалога и т. д.
|
Название продукта |
Формование беговой дорожки |
|
Пожалуйста, предоставьте |
2D, 3D, образцы или размер фотографии с разных ракурсов |
|
Время пресс-формы |
20-35 дней |
|
Время продукта |
7-15 дней |
|
Точность пресс-формы |
+/- 0,01 мм |
|
Жизнь пресс-формы |
50-100 миллионов выстрелов |
|
Производственный процесс |
Аудиторские чертежи - анализ текучести пресс-формы - проверка конструкции - нестандартные материалы - обработка пресс-форм - обработка стержней - Электродная обработка - Система направляющих обработка - обработка и заготовка деталей - приемка механической обработки - полость процесс обработки поверхности - сложный режим Штамповка - Весь Покрытие поверхности формы - Монтажная пластина - образец формы - испытание образца - отправка образцы |
|
Полость формы |
Одна полость, несколько полостей или одна и та же разные продукты можно делать вместе |
|
Материал пресс-формы |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Система бегунков |
Горячий бегун и холодный бегун |
|
Базовый материал |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Заканчивать |
Выточка слова, зеркальный блеск, матовая поверхность, стрии |
|
Стандартный |
HASCO, DME или в зависимости от |
|
Основная технология |
Фрезерование, шлифование, ЧПУ, электроэрозионная обработка, проволока резка, резьба, электроэрозионная обработка, токарные станки, обработка поверхности и т. д. |
|
Программное обеспечение |
CAD,PRO-E,UG Время проектирования: 1-3 дня (нормальные обстоятельства) |
|
Материал изделия |
АБС, ПП, ПК, ПА6, ПА66, ТПУ, ПОМ, ПБТ, ПВХ, УПП, ПММА, ТПЭ, ПК/АБС, ТПВ, ТПО, ТПР, ЭВА, ПЭВП, ПЭНП, ХПВХ, ПВДФ, ППСУ.ППС. |
|
Система качества |
ИСО9001:2008 |
|
Установите время |
20 дней |
|
Оборудование |
ЧПУ, электроэрозионная обработка, резка Машины, оборудование для производства пластмасс и т. д., пресс-форма для пластиковых чемоданов Zhe Jiang |


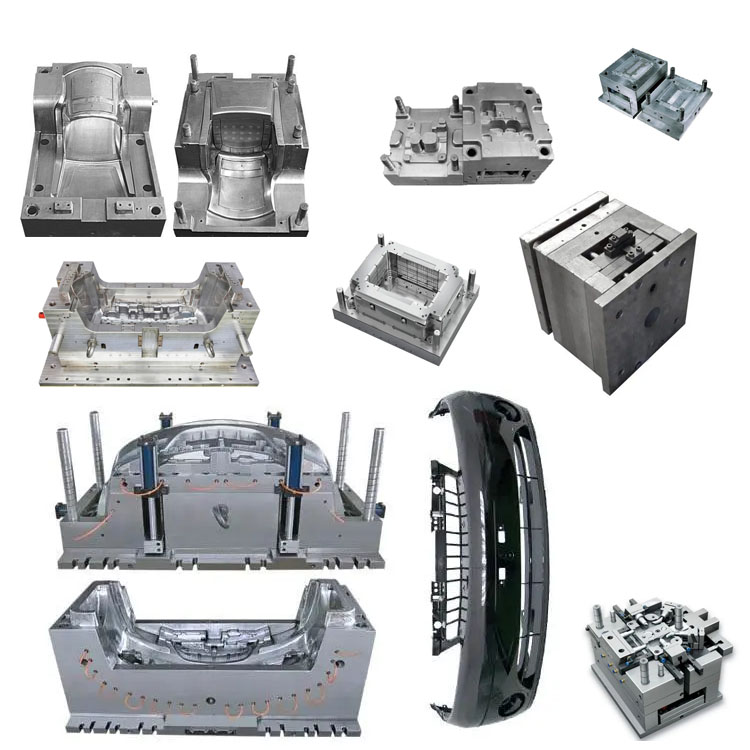
Изготовление пластиковых литьевых форм

Характеристики пластикового формования

Конструкция пресс-формы:




Процесс транзакции:

Тестирование пресс-формы:


Упаковка продукта

Фабрика
Мы являемся фабрикой по изготовлению пластиковых форм на заказ. Наша фабрика занимается изготовлением пластиковых форм для литья под давлением. У нас есть 17-летний опыт работы в области профессиональных пластиковых форм на заказ и 10-летний опыт внешней торговли. Мы являемся поставщиком пластиковых форм на заказ. Мы можем предоставить индивидуальные услуги по изготовлению пластиковых форм. Наш завод может изготовить пластиковые детали методом литья под давлением, и качество продукции вас удовлетворит.
У нас более 50 высокопроизводительных машин и сотни инженеров и дизайнеров. Мы можем предоставить комплексное обслуживание: от проектирования продукта - изготовления пресс-форм - производства продукта - упаковки продукта - транспортировки. У нас есть полная производственная цепочка. Мы можем удовлетворить все ваши требования.
Услуги, которые мы предоставляем:
Профессиональное обслуживание индивидуальных пресс-форм, проектирование и производство пластиковых форм. Производство пластиковых изделий, дизайн изделий, проектирование пресс-форм, настройка выдувных форм, настройка ротационных форм, настройка пресс-форм для литья под давлением. Услуги 3D-печати, производственные услуги с ЧПУ, упаковка продукции, индивидуальная упаковка, услуги доставки.










Мы всегда придерживаемся принципов качества прежде всего и времени прежде всего. Предоставляя клиентам продукцию высочайшего качества, постарайтесь максимизировать эффективность производства и сократить время производства. Мы с гордостью сообщаем каждому клиенту, что наша компания не потеряла ни одного клиента с момента своего создания. Если возникнут проблемы с продуктом, мы будем активно искать решение и возьмем на себя ответственность до конца.

Часто задаваемые вопросы
В1: вы торговая компания или производитель?
О: Мы производители.
В2. Когда я могу получить предложение?
О: Обычно мы указываем цену в течение 2 дней после получения вашего запроса.
Если вам очень срочно, пожалуйста, позвоните нам или сообщите нам по электронной почте, чтобы мы могли сначала предложить вам цену.
Вопрос 3. Как долго занимает время изготовления плесени?
О: Все зависит от размера и сложности изделия. Обычно срок выполнения составляет 25 дней.
Вопрос 4. У меня нет 3D-чертежа, как мне начать новый проект?
О: вы можете предоставить нам образец литья, мы поможем вам завершить дизайн 3D-чертежа.
Вопрос 5. Перед отправкой, как убедиться в качестве продукции?
О: если вы не приедете на нашу фабрику и у вас не будет третьей стороны для проверки, мы будем вашим инспектором.
Мы предоставим вам видео с подробными сведениями о производственном процессе, включая отчет о процессе, структуру размеров продукции и детали поверхности, детали упаковки и так далее.
Вопрос 6. Каковы ваши условия оплаты?
О: Оплата пресс-формы: 40% предоплата банковским переводом заранее, 30% вторая оплата пресс-формы перед отправкой первых пробных образцов, 30% баланс пресс-формы после того, как вы согласуете окончательные образцы.
B: Оплата производства: 50% предоплата, 50% перед отправкой готового товара.
В7: Как вы делаете наш бизнес долгосрочным и хорошим отношением?
А:1. Мы сохраняем хорошее качество и конкурентоспособные цены, чтобы гарантировать нашим клиентам выгоду от продукции самого высокого качества.
2. Мы уважаем каждого клиента как нашего друга, искренне ведем с ними бизнес и дружим, независимо от того, откуда они родом.
Горячие Теги: Литье пластиковых деталей скутера 150 куб.см, Китай, Производитель, Поставщик, Фабрика, Индивидуальные, Оптовая торговля, Купить, Качество, Последние продажи, Сделано в Китае
Связанная категория
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.








