

Продукт
- Основная служба настройки
- Здравоохранение
- Домашнее медицинское оборудование
- Товары для оздоровительного массажа для домашнего использования
- Домашнее медицинское реабилитационное оборудование
- Оборудование для домашнего ухода
- Медицинское оборудование для больниц
- Коммерческое медицинское оборудование больницы
- Новые медицинские устройства
- Ветеринарные товары
- Электронные приборы и инструменты
- Формы для товаров для матери и ребенка
- Рекреационный спорт
- Искусство интерьера дома
- Автомобильные аксессуары
- Транспорт и складирование
- Светильники
- Строительное оборудование
- Упаковка продукта
- Образовательные и лаборатории
- Одежда Аксессуары для багажа
- Средства по уходу и чистке
- Сельское и лесное хозяйство
- Механическое оборудование
- Товары для домашних животных
- Kitchenware






Литье под давлением PaGf30
В области литья под давлением PaGf30 компания Ningbo (P&M) Plastic Metal Products Co., Ltd. имеет 18-летний опыт производства пресс-форм и 10-летний опыт экспорта. Мы предоставляем профессиональные универсальные услуги по изготовлению пресс-форм по индивидуальному заказу и являемся профессиональным производителем пластиковых форм. Мы можем использовать литье под давлением, выдувное формование, литье под давлением и ротационное формование.
Отправить запрос
Описание продукта
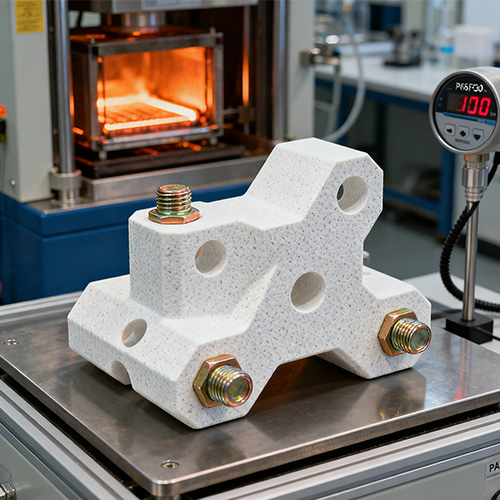
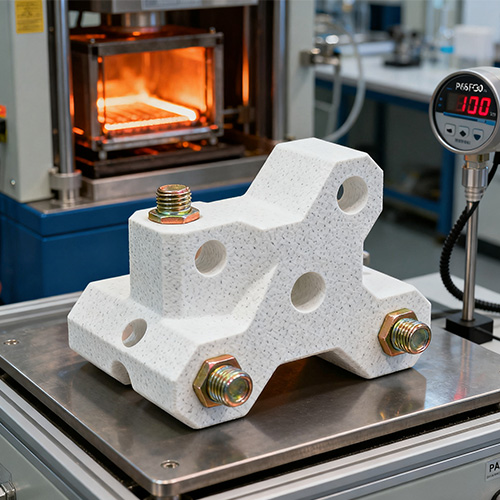
Полиамид, армированный 30% стекловолокном (сокращенно PaGf30), относится к композитному материалу для литья под давлением, полученному путем равномерного добавления 30% массового содержания стекловолокна (GF) к базовому материалу из полиамида (PA, широко известного как нейлон, с распространенными моделями PA6 и PA66). Благодаря синергетическому эффекту стекловолокна и основного материала ПА его механические свойства (такие как прочность, жесткость, износостойкость) в 2-3 раза выше, чем у чистого ПА, сохраняя при этом такие преимущества материалов ПА, как хорошая стойкость к химической коррозии и термостойкость. Это один из основных литьевых материалов, используемых в промышленности для замены металлов (таких как алюминиевые сплавы, чугун) при изготовлении деталей конструкций. Литье под давлением PaGf30 конкретно относится к технологии производства высокоточных и высокопрочных конструкционных деталей посредством процесса литья под давлением с использованием этого композитного материала, который широко используется в автомобилестроении, электронике, машиностроении, бытовой технике и других областях.

P&M для литья под давлением PaGf30 Введение
A、Свойства основного материала PaGf30
1. Высокая прочность и жесткость.
Механические свойства PaGf30 значительно улучшаются за счет армирующего эффекта стекловолокна: на примере Pa66Gf30 его прочность на растяжение может достигать 150-180 МПа (в 2,5 раза выше, чем у чистого PA66), прочность на изгиб - 200-230 МПа (чистый PA66 - около 80 МПа), а модуль упругости при изгибе - 8000-10000 МПа (чистый PA66). PA66 составляет всего 2500 МПа). Он выдерживает длительные статические нагрузки или динамические воздействия без деформации; даже в условиях высоких температур (например, 100 ℃) его степень сохранения прочности по-прежнему превышает 80 %, что намного лучше, чем у чистого полиамида (снижение прочности 40–50 % при высоких температурах), что делает его пригодным для изготовления несущих структурных деталей, таких как периферийные устройства автомобильных двигателей и механические трансмиссии.
2. Отличная износостойкость и устойчивость к усталости.
Добавление стекловолокна снижает коэффициент трения PaGf30 до 0,2-0,3 (чистый ПА составляет около 0,4-0,5), а скорость износа составляет ≤0,001 мм³/(Н·м), что составляет 1/3-1/2 от чистого ПА. Его можно использовать для скользящих или вращающихся деталей (таких как шестерни, подшипники, ползуны) в течение длительного времени и снизить износ без дополнительной смазки; при этом его усталостная долговечность при изгибе составляет более 10⁷ циклов (чистый ПА – около 10⁶ циклов). В сценариях высокочастотных напряжений (например, автомобильные дверные петли, механические шатуны) срок службы в 3-5 раз больше, чем у чистого ПА, что снижает частоту замены деталей.
3. Хорошая термостойкость и химическая стойкость.
PaGf30 сохраняет преимущество термостойкости базового материала PA с длительным диапазоном рабочих температур от -40 ℃ до 120 ℃ (Pa6Gf30) и от -40 ℃ до 150 ℃ (Pa66Gf30) и может выдерживать кратковременные высокие температуры до 180 ℃ (Pa66Gf30). Он по-прежнему может сохранять структурную стабильность в условиях высоких температур, таких как моторные отсеки автомобилей (температура часто достигает 120-140 ℃) и вокруг бытовых духовок; Что касается химической стойкости, он может противостоять обычным промышленным химикатам (таким как моторное масло, трансмиссионное масло, разбавленная кислота, разбавленная щелочь) без явной коррозии или снижения производительности после контакта и легко повреждается только в сильных окислительных растворах (таких как концентрированная азотная кислота), что делает его пригодным для сценариев, связанных с загрязнением нефтью, таких как химическое оборудование и автомобильные трансмиссионные системы.
4. Стабильность размеров и характеристики формования
Скорость усадки PaGf30 при формовке значительно ниже, чем у чистого PA: степень усадки чистого PA66 составляет около 1,5–2,5%, тогда как у Pa66Gf30 составляет всего 0,4–0,8%, а усадка является равномерной (разница продольной и поперечной усадки ≤0,2%), что может снизить риск коробления и деформации деталей, отлитых под давлением, и обеспечить допуск по размерам высокой точности. детали конструкции (такие как электронные разъемы, прецизионные шестерни) контролируются в пределах ±0,02 мм; однако следует отметить, что добавление стекловолокна снизит текучесть материала (скорость течения расплава MFR на 30-50% ниже, чем у чистого ПА), и процессы литья под давлением (например, повышение температуры и давления) необходимо оптимизировать для обеспечения полного заполнения полости.
B、Ключевые моменты процесса литья под давлением для PaGf30
1. Предварительная обработка сырья
PaGf30 гигроскопичен (материал основы PA легко впитывает влагу из воздуха). Если содержание влаги слишком велико (>0,1%), во время литья под давлением могут возникнуть пузырьки, серебряные полосы или деградация, поэтому требуется строгая сушка:
Сушильное оборудование: используйте сушилку с циркуляцией горячего воздуха или сушилку с осушением (предпочтительно, которая может контролировать точку росы ≤-40 ℃);
Параметры сушки: температура сушки Pa6Gf30 80-90 ℃, время 4-6 часов; Pa66Gf30 температура сушки 100-120℃, время 6-8 часов;
Стандарт тестирования: содержание влаги в материале после высыхания должно составлять ≤0,05% (проверено влагомером), следует избегать прямого воздействия воздуха (его необходимо поместить в термопластавтомат в течение 30 минут после его извлечения, чтобы предотвратить вторичное поглощение влаги).
2. Требования к литьевой машине и пресс-форме
(1) Выбор литьевой машины
Сила фиксации: она должна быть на 20–30 % выше, чем при литье под давлением из чистого полиамида. Формула расчета: «Усилие запирания (кН) = площадь выступа продукта (см²) × давление впрыска (МПа) × коэффициент запаса прочности (1,2-1,5)». Например, для деталей Pa66Gf30, отлитых под давлением, с площадью выступа 100 см² и давлением впрыска 120 МПа, сила фиксации должна составлять ≥ 100 × 120 × 1,3 = 1560 кН (выберите машину для литья под давлением с усилием 1600 кН или выше);
Винт: специальный винт из армированного стекловолокном материала (например, из нитридной стали, твердость ≥ HRC60, глубина канавки на 10–15 % меньше, чем у обычного винта) используется, чтобы избежать износа винта из стекловолокна; Кольцо, препятствующее реверсу, должно быть изготовлено из износостойкого сплава (например, вольфрамовой стали), чтобы предотвратить рефлюкс расплава.
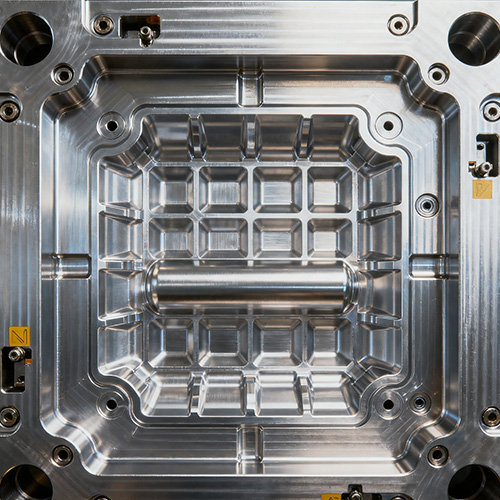
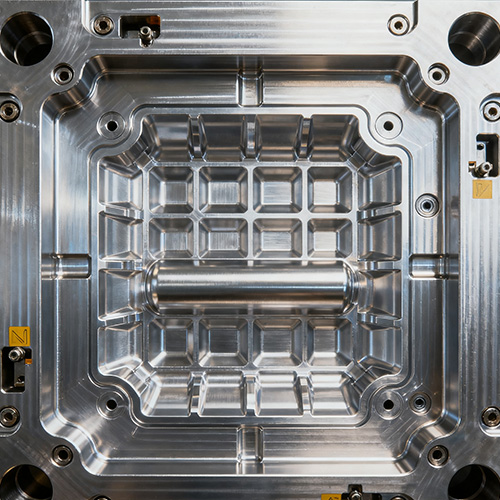
(2) Конструкция пресс-формы
Система разливки: использование основных каналов большого диаметра (диаметр 8-12 мм) и коротких затворов (таких как боковые затворы, точечные затворы, длина ≤ 5 мм) для уменьшения сопротивления течению расплава; Положение ворот должно исключать зону напряжения (чтобы избежать местного снижения прочности, вызванного ориентацией стекловолокна);
Система охлаждения: равномерно расположите каналы охлаждающей воды в зависимости от толщины продукта (расстояние 20–30 мм, диаметр 8–10 мм), контролируйте время охлаждения в пределах 20–40 с (регулируйте в зависимости от толщины, например, охлаждение изделий толщиной 5 мм в течение 30 с), обеспечьте равномерное охлаждение продукта и уменьшите внутреннее напряжение;
Выпускная канавка: глубина 0,03-0,05 мм, ширина 5-10 мм, расположена в последней точке наполнения расплавом (например, в конце полости формы или в основании ребра), для выпуска газа внутри полости формы и во избежание образования пузырьков или нехватки материала.
P&M для литья под давлением PaGf30 (спецификация)
|
Название формы |
Литье под давлением PaGf30 |
|
Мы обещаем |
Все ориентированы на клиента, никогда не преследуют краткосрочную прибыль и продают долгосрочные выгоды. |
|
Мы производим |
Пресс-форма, прототип, литье под давлением, сборка изделия, поверхностная печать, напыление интеграции поверхности |
|
Пожалуйста, предоставьте |
2D, 3D, образцы или размер многоракурсных изображений |
|
Время пресс-формы |
Около 25 рабочих дней |
|
Время продукта |
7-15 дней |
|
Модная точность |
±0,1 мм |
|
Жизнь пресс-формы |
50-100 миллионов выстрелов |
|
Производственный процесс |
Аудиторские чертежи - анализ потока пресс-формы - проверка конструкции - специальные материалы - обработка пресс-формы - обработка стержня - обработка электродов - обработка системы направляющих - обработка и закупка деталей - приемка обработки - процесс обработки поверхности полости - сложный режим Штамповка - покрытие всей поверхности формы - монтажная пластина - образец пресс-формы - испытание образца - отправка образцов |
|
Полость формы |
Одна полость, несколько полостей или одинаковые разные изделия могут быть изготовлены вместе |
|
Материал пресс-формы |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Система бегунков |
Горячий бегун и холодный бегун |
|
Базовый материал |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Заканчивать |
Ровность слова, зеркальный блеск, матовая поверхность, стрии. |
|
Стандартный |
HASCO, DME или в зависимости от |
|
Тонкая технология |
Фрезерование, шлифование, ЧПУ, электроэрозионная обработка, резка проволоки, резьба, электроэрозионная обработка, токарные станки, обработка поверхности и т. д. |
|
Программное обеспечение |
CAD,PRO-E,UG Время проектирования: 1-3 дня (нормальные обстоятельства) |
|
Материал изделия |
Пищевое пластиковое сырье |
|
Источник |
Сделано в Китае |
Особенности и применение P&M для литья под давлением PaGf30
1. Автомобильная промышленность
Применяемые детали: периферийные детали двигателя (например, впускные коллекторы, корпуса водяных насосов), детали шасси (например, кронштейны подвески, кронштейны педали тормоза), детали внутренней конструкции (например, рамы сидений, кронштейны приборной панели);
Требования к производительности: выдерживать высокие температуры 120-150 ℃ (окружающая среда в моторном отсеке), противостоять коррозии моторного/трансмиссионного масла, выдерживать статическую нагрузку ≥500 Н;
Описание случая: Автомобильные впускные коллекторы отлиты под давлением из Pa66Gf30, заменяющего традиционные материалы из алюминиевых сплавов. Вес снижается на 40% (с 2,5 кг до 1,5 кг), стоимость снижается на 30%, а цикл формования сокращается с 2 часов для алюминиевого сплава до 20 минут для литья под давлением, что значительно повышает эффективность производства.
2. Электронная и электротехническая промышленность.
Компоненты применения: корпус электронного разъема (например, промышленная розетка), торцевая крышка двигателя, рама трансформатора, внутренние структурные компоненты зарядных устройств для новых энергетических транспортных средств;
Требования к характеристикам: точность размеров ± 0,02 мм (подходит для прецизионных штифтов), термостойкость ≥ 120 ℃ (среда нагрева двигателя), отличные изоляционные характеристики (объемное сопротивление ≥ 10 ¹⁴Ом·см);
Преимущества: Низкая степень усадки (0,4%-0,8%) PaGf30 обеспечивает соосность отверстий корпуса разъема ≤ 0,01 мм, что позволяет избежать плохого контакта контактов; Температурная стойкость отвечает требованиям длительного нагрева двигателя без необходимости использования дополнительных конструкций для отвода тепла.
3. Промышленность машиностроения и бытовой техники
Механическая область: шестерни (например, трансмиссионные шестерни, редукторы), гнезда подшипников, ползуны, структурные компоненты механических рычагов; Опираясь на высокую износостойкость PaGf30 (скорость износа ≤ 0,001 мм³/(Н·м)), срок службы шестерен может достигать более 10 000 часов, что намного превышает 3 000 часов передач из чистого PA;
Область бытовой техники: кронштейн внутренней трубы стиральной машины, кронштейн компрессора кондиционера, ребра усиления рамы дверцы духовки; PaGf30 должен выдерживать центробежную силу высокоскоростного вращения стиральных машин (≥ 1000 об/мин) или высокую температуру духовок (150 ℃), а его жесткость и термостойкость могут обеспечить длительное использование без деформации.

Процесс настройки








Фабрика и о нас
Компания NingBo Plastic Metal Product Co., Ltd (P&M) расположена в Юяо, так называемом Городе Плесени, Королевстве Пластика, на южной оконечности моста через залив Ханчжоу, к северу от Шанхая, к востоку от порта Нинбо, на плотной двойной линии государственной дороги 329 по суше, морю и воздуху в сеть для облегчения транспортировки.
Благодаря богатой технической мощи, научным методам управления и хорошему послепродажному обслуживанию, продукт пользуется большим доверием и приветствуется клиентами со всего мира. P&M использует усовершенствованную систему разработки и производства для проектирования пресс-форм, производства пластиковых изделий и автоматического производства. Нашей основной продукцией является проектирование и производство пластиковых форм, пластиковых изделий, металлических изделий. 90% продукции нашего предприятия экспортируется в Америку, Европу, Германию, Японию, Австралию и др. На протяжении многих лет компания занимается исследованием сырья. Компания имеет собственную торговую марку и десятки патентов, обеспечивающие более удобную техническую поддержку при изготовлении пресс-форм и производстве продукции. P&M начала внутренний бизнес с 2008 года под названием Shundi Mold Factory. И открыли международный рынок с 2014 года. Мы всегда придерживаемся принципов качества и времени в первую очередь. Предоставляя клиентам продукцию высочайшего качества, постарайтесь максимизировать эффективность производства и сократить время производства. Мы с гордостью сообщаем каждому клиенту, что наша компания не потеряла ни одного клиента с момента своего создания. Если возникнут проблемы с продуктом, мы будем активно искать решение и возьмем на себя ответственность до конца.
P&M придерживается рыночной ориентации на качество жизни и фокусируется на качественном обслуживании и постоянной разработке новых продуктов, стремясь создать лучший корпоративный имидж, а наши друзья дома и за рубежом, чтобы осуществлять широкий спектр деловых обменов и сотрудничества, создают блестящие вещи.






Упаковка
Упаковка в соответствии с вашими потребностями
1. Доставка по воздуху занимает 3-7 дней.
Товары могут быть отправлены DHL, Fedex, UPS.
2. По морю время доставки зависит от вашего порта.
В страны Юго-Восточной Азии занимает около 5-12 дней.
В страны Ближнего Востока доставка занимает около 18-25 дней.
В европейские страны занимает около 20-28 дней.
Доставка в американские страны занимает около 28-35 дней.
В Австралию занимает около 10-15 дней.
В африканские страны занимает около 30-35 дней.
Детали P&M Bike, ориентированные на детей, сочетают в себе безопасность, здоровье и веселье, стремясь добавить ярких красок в прекрасное детство. Мы с нетерпением ждем возможности работать вместе с вами, чтобы служить нашим детям.
Дорога роста ребенка вымощена кирпичами и плиткой.


Часто задаваемые вопросы
1.Кто мы?
Мы находимся в Чжэцзяне, Китай, начиная с 2014 года, продаем в Северную Америку (30,00%), Южную Европу (10,00%), Северную Европу (10,00%), Центральную Америку (10,00%), Западную Европу (10,00%), Ближний Восток (10,00%), Восточную Европу (10,00%), Южную Америку (10,00%). В нашем офисе работает около 51-100 человек.
2.Как мы можем гарантировать качество?
Всегда предсерийный образец перед массовым производством;
Всегда окончательная проверка перед отправкой;
3.Что вы можете купить у нас?
Пресс-формы, изделия из пластмассы, изделия из металла, изделия для стоматологии, обработка на станках с ЧПУ.
4. Почему вам следует покупать у нас, а не у других поставщиков?
Мы в основном занимаемся всеми видами 3D-дизайна, 3D-печати, а также пластиковыми металлическими формами и инструментами и изделиями. У нас есть собственный инженер и завод. Комплексная поставка: 3D-дизайн - 3D-печать - изготовление пресс-форм - литье пластмассы.
5.Какие услуги мы можем предоставить?
Принятые условия доставки: FOB,CFR,CIF,EXW,FCA,DDP,DDU;
Принимаемая валюта платежа: доллар США, евро;
Принятый тип оплаты: T/T, L/C, PayPal, Western Union, Escrow;
Язык общения: английский, китайский, испанский, французский, русский.
6. Каковы характеристики вашего сервиса?
1. На ваш запрос, связанный с нашей продукцией или ценами, будет дан ответ в течение 24 часов.
2. Хорошо обученный и опытный персонал ответит на все ваши вопросы на свободном английском языке.
3. Предложение поддержки для решения проблемы в период подачи заявки или продажи.
4. Конкурентоспособные цены при одинаковом качестве.
5. Гарантия качества образцов такая же, как и качество массового производства.
Горячие Теги: Литье под давлением PaGf30, Китай, Производитель, Поставщик, Фабрика, Индивидуальные, Оптовая торговля, Купить, Качество, Последние продажи, Сделано в Китае
Связанная категория
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.








