

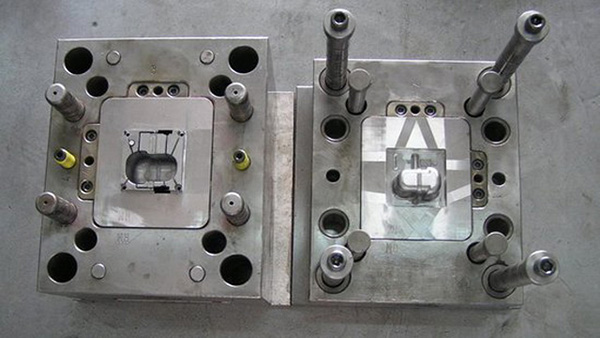
Общие проблемы с формированиями литья матрицы
Контроль температуры поверхности листовых форм очень важно для производства высококачественных отливок. Неравномерная или неуместная температура литья литья также приведет к нестабильным размерам литья, деформации изгнанных отливок во время производства, а также дефектам, таким как термическое давление, прилипание плесени, поверхностная депрессия, внутренняя усадка и горячие пузырьки. Когда разность температуры формы будет большой, она будет иметь различные степени воздействия на переменные в производственном цикле, такие как время заполнения, время охлаждения и время распыления.
1). Холодные линии:
Причина: температура на переднем конце расплавленного супа слишком низкая, и есть следы при перекрытии.
Методы улучшения:
1. Проверьте, является ли толщина стенки слишком тонкой (дизайн или производство), и более тонкая область должна быть заполнена напрямую.
2. Проверьте, не легко ли заполнить форму; Расстояние слишком далеко, закрытая область (например, плавники, выступы), заблокированные участки и небольшие филе нелегко заполнить. И обратите внимание на то, есть ли ребра или холодные пятна.
3. сократить время заполнения. Методы сокращения времени заполнения: ...
4. Измените режим заполнения.
5. Методы для повышения температуры формы: ...
6. Увеличьте температуру расплава.
7. Проверьте состав сплава.
8. Увеличение канала побега может быть полезным.
9. Добавление вакуумного устройства может быть полезным.
2). Трещины:
Причины:
1. Усаживание стресса.
2. Трещины из -за силы во время выброса или обрезки.
Методы улучшения:
1. Увеличение филе.
2. Проверьте, есть ли горячие точки.
3. Измените время импульса (холодная камерная машина).
4. Увеличьте или сократите время закрытия плесени.
5. Увеличьте угол черновика.
6. Добавить выводы.
7. Проверьте, является ли плесень смещена или деформирована.
8. Проверьте состав сплава.
3). Пористость:
Причина: 1. воздух смешан в расплавленном металле.
2. Источник газа: во время плавления, в материалах, в форме, выпущенной агент.
Метод улучшения:
1. Подходящая медленная скорость.
2. Проверьте, если поворот бегуна гладко и разрезан, область постепенно уменьшается?
3. Проверьте, достаточно ли большая область вентиляции, заблокирована ли она, и находится ли она в последнем месте наполнения.
4. Проверьте, распыляется ли агент высвобождения слишком сильно и слишком ли низкая температура формы.
5. Используйте вакуум.
4). Кавитация:
Причина: из -за внезапного снижения давления газ в расплавленном супе внезапно расширяется и влияет на плесень, вызывая повреждение плесени.
Метод улучшения:
Не изменяйте площадь поперечного сечения канала потока внезапно.
5). Усадка:
Причина: когда металл затвердевает от жидкости к твердому, занятое пространство становится меньше. Если нет металла, добавление металла образует отверстия для усадки. Обычно встречается в более медленной зоне затвердевания.
Методы улучшения:
1. Увеличьте давление.
2. Измените температуру формы. Локальное охлаждение, агент сброса спрей, более низкая температура плесени и т. Д. Иногда это меняет только местонахождение отверстий с усадкой, а не исключает их.
6). Пилинг:
Причины:
1. Плохой режим наполнения, что приводит к перекрытию расплавленного металла.
2. Деформация плесени, что приводит к перекрытию расплавленного металла.
3. включение оксидного слоя.
Методы улучшения:
1. Переключитесь на высокую скорость рано.
2. сократить время заполнения.
3. Измените режим заполнения, положение затвора, скорость затвора.
4. Проверьте, достаточна ли прочность плесени.
5. Проверьте, хорошо ли устройство для штифта.
6. Проверьте, есть ли оксидный слой.
7). Ripple:
Причина: первый слой расплавленного супа быстро охлаждается на поверхности, а второй слой расплавленного супа протекает и не растопит первый слой, но имеет достаточно слияния, что приводит к различным сооружениям.
Метод улучшения:
1. Улучшите режим заполнения.
2. Сократите время заполнения.
8). Отверстия, вызванные плохим потоком:
Причина: расплавленный суп течет слишком медленно, или слишком холодно, или наполнение рисунка плохо, поэтому в суставе затвердевшего металла есть отверстия.
Метод улучшения:
1. То же, что и метод улучшения холодных линий.
2. Проверьте, является ли температура расплава стабильной.
3. Проверьте, является ли температура формы стабильной.
9). Отверстия на поверхности прощания:
Причина: это может быть усадка или воздушные отверстия.
Метод улучшения:
1. Если это усадка, уменьшите толщину ворот или толщину впускной на входе.
2. Охладите ворота.
3. Если это воздушные отверстия, обратите внимание на выхлопные или воздушные проблемы.
10). Засоры:
Причина: 1. Недостаточная сила зажима.
2. Плохое зажим для плесени.
3. Недостаточная прочность плесени.
4. Слишком высокая температура расплава.
11). Усадка:
Причина: усадка происходит под поверхностью прессованной части.
Метод улучшения:
1. То же, что и метод улучшения усадки.
2. местное охлаждение.
3. Нагрейте другую сторону.
12). Осаждение углерода:
Причина: агент освобождения или другие примеси накапливаются на плесени.
Метод улучшения:
1. Уменьшите количество выбросного агента, опрыскиваемого.
2. Повысить температуру пресс -формы.
3. Выберите подходящий агент.
4. Используйте мягкий разбавление высвобожденного агента водой.
13). Пузырька:
Причина: газовые броски под поверхностью литья.
Метод улучшения:
1. Уменьшите воздушные рулоны (так же, как поры).
2. Охладить или предотвратить низкую температуру пресс -формы.
14). Прилипать плесень:
Причина: 1. Цинковые отложения прилипают к поверхности плесени.
2. Расплавленный суп воздействует на плесень, нанося повреждение поверхности плесени.
Метод улучшения:
1. Снизить температуру пресс -формы.
2. Уменьшите шероховатость поверхности разреза.
3. Увеличьте угол черновика.
4. покрытие.
5. Измените режим заполнения.
Предыдущий:ВВЕДЕНИЕ И ИСПОЛЬЗОВАНИЕ ОСНОВА


