

Главная
>
Продукт > Основная служба настройки > Пользовательская литья > Кнопка пластиковой кнопки впрыска
Продукт
- Основная служба настройки
- Здравоохранение
- Домашнее медицинское оборудование
- Товары для оздоровительного массажа для домашнего использования
- Домашнее медицинское реабилитационное оборудование
- Оборудование для домашнего ухода
- Медицинское оборудование для больниц
- Коммерческое медицинское оборудование больницы
- Новые медицинские устройства
- Ветеринарные товары
- Электронные приборы и инструменты
- Формы для товаров для матери и ребенка
- Рекреационный спорт
- Искусство интерьера дома
- Автомобильные аксессуары
- Транспорт и складирование
- Светильники
- Строительное оборудование
- Упаковка продукта
- Образовательные и лаборатории
- Одежда Аксессуары для багажа
- Средства по уходу и чистке
- Сельское и лесное хозяйство
- Механическое оборудование
- Товары для домашних животных
- Kitchenware









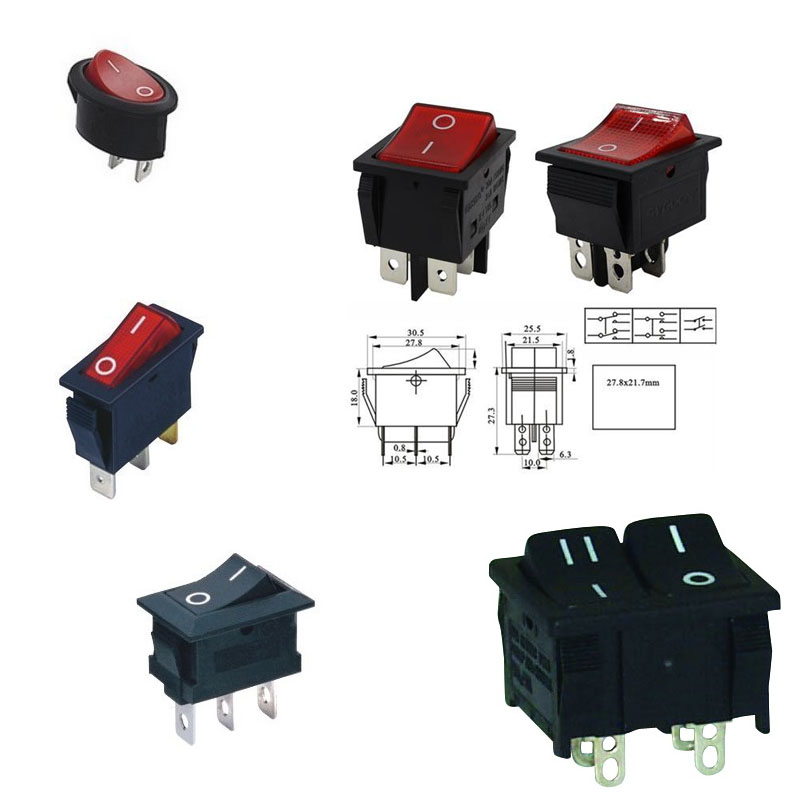
Кнопка пластиковой кнопки впрыска
Ningbo (P & M) Plastic Metal Products Co., Ltd. имеет 17 -летнюю технологию производства плесени и может настроить формование пластиковой кнопки впрыска. Мы предоставляем профессиональные индивидуальные пластиковые кнопки для формования, и мы являемся профессиональным производителем формования пластиковой кнопки. Мы имеем достаточный опыт в выборе сырья продукта и материалов для плесени. В процессе настройки формования пластиковой кнопки впрыска наша фабрика может предоставить универсальный сервис. У нас есть проектные и производственные возможности, связанные с формованием кнопкой пластиковой кнопки впрыскивания, такими как: конструкция CAD, производство плесени, литье под давлением, производство пластикового продукта, сборку и другие технологии.
Отправить запрос
Описание продукта
Кроме того, наша компания установила кооперативные отношения с поставщиками пластикового сырья, производителями печати и т. Д., Чтобы обеспечить поставку сырья и качества печати. Благодаря нашему богатому опыту и идеальной цепочке поставок наша компания может предоставить клиентам высококачественные индивидуальные пластиковые кнопки для формирования кнопки для формирования пластиковой кнопки для удовлетворения их конкретных потребностей. В то же время у нас есть 10 -летний опыт работы в области профессионального обслуживания внешней торговли, понимаем процесс внешней торговли и лучше обслуживает наших клиентов. Для пластиковой кнопкой кнопки мыши мы можем сделать соответствующие пластиковые детали, которые в основном выполняются с помощью форм -инъекций.



Процесс формования для пластиковых кнопок с инъекционными подпрысками иллюстрирует высокие потребности в точности и эстетике. Хотя небольшие кнопки интегрируют конструктивный дизайн, точные формы, материальную науку и тщательное мастерство, что удовлетворяет чрезвычайно высокие требования к комплексным возможностям производителей.
Ниже приводится подробный процесс формования для литья подпрыска кнопок, в частности, подчеркивает различия и ключевые области фокусировки по сравнению с крупномасштабным литьем для подпрыска.
Процесс формования пластиковой кнопки впрыска
Фаза 1: Дизайн и выбор материала
Это основа для определения чувства, внешнего вида и функциональности кнопки.
Ключевые точки дизайна продукта:
Единая толщина стенки: обычно 1,2 мм - 2,0 мм. Неровная толщина стенки может привести к усадке, деформации и внутреннему напряжению.
Угол черновика: Адекватный угол тяги (обычно 0,5 ° - 1,5 °) требуется для облегчения выброса и предотвращения повреждения поверхности.
Путешествие и защелка для предварительной нагрузки: дизайн должен включать в себя достаточное пространство для путешествий и амортизационную конструкцию для удручающей кнопки, а также надежную защелку для безопасной установки.
Рек (ворота) Местоположение: должно быть расположено на непредсмертной поверхности или в скрытом месте, обычно в нижней или стороне кнопки. Никогда на передней части кнопки.
Выбор материала:
ABS: наиболее часто используемый материал, предлагающий превосходную общую производительность, легкую окрашивание и поверхность, которая может быть гальванирована или окрашена. Он используется для большинства кнопок прибора.
ПК (поликарбонат): высокая прочность и прозрачность, подходящие для кнопок, требующих высокого воздействия или прозрачного окна.
ПММА (акрил): чрезвычайно прозрачный и глянцевый, подходящий для высококачественных кнопок с легким уходом.
TPE/TPU (мягкая резина): используется для переполненных кнопок или не скользящих поверхностей, которые обеспечивают мягкий штрих, обычно используя процесс вторичного литья под давлением (OverdLiding).
POM (полиоксиметилен): превосходная износостойкость и самосмазывающиеся свойства, подходящие для кнопок, требующих длительного срока службы и высокочастотной работы (например, клавиш клавиатуры).
Фаза второй: проектирование плесени и производство
Кнопки формы являются отличительной чертой точных форм, а точность их обработки напрямую влияет на качество кнопки.
Высокая полость:
Полость должна быть зеркально отполированной для достижения максимально возможной отделки (например, VDI Grade A0-A1), обеспечивая безупречную глянцевую кнопку.
Для матового, матового (например, кожаного зерна), для зерна CD и других эффектов требуется травление (скиннинг).
Миниатюризация и точность обработка:
Процессы с точной проводной и зеркальной финишной EDM используются для создания крошечных ребра, пряжек и текстовых узоров.
Текст и логотипы на кнопках обычно выгравируются (вогнутые) в форму, что приводит к приподнятую, устойчивую к износу на формованном продукте.
Система горячих бегунов:
Обычно используется горячая насадка с иглой, которая контролирует время литья под давлением, обеспечивая высококачественный внешний вид и устранение следов ворот.
Для мульти-кавитичных форм горячие бегуны обеспечивают последовательное наполнение каждой полости и равномерного размера и цвета на всех кнопках.
Выхлопная система:
Должны быть созданы точные выхлопные канавки (обычно 0,015-0,02 мм). В противном случае захваченный воздух может вызвать локализованное сжигание (пожелтение, черные пятна) или неполное заполнение кнопки.
Система эжектора:
Выталкивающие штифты должны быть чрезвычайно небольшими и расположены в скрытых местах (например, внутренняя стена кнопки или под ребрами). Никакие следы выброса на передней поверхности не допускаются. Эжекторы рукава или выброс с помощью газа иногда используются, чтобы избежать дефектов.
Стадия 3: процесс литья под давлением
Целью настройки процесса является достижение продукта с идеальным видом, размерной стабильностью и низким внутренним напряжением.
Обработка материалов:
Тщательная сушка очень важна! Материалы, такие как ABS и ПК, должны быть высушены при 80 ° C-100 ° C в течение 2-4 часов перед инъекционным литьем для предотвращения серебряных полос (мазок материала) и влаги.
Параметры формования впрыска:
Высокая температура плесени: использование более высокой температуры плесени (например, 60 ° C-80 ° C для ABS) помогает воспроизвести глянец поверхности плесени, минимизировать следы сварки и уменьшить внутреннее напряжение.
Высокоскоростная, высокоскоростная инъекция используется для быстрого заполнения полости пресс-формы расплавом, идеально воспроизводит высокие глянцевые или запечатленные эффекты на поверхность плесени.
Высокое обратное давление: высокое обратное давление подается во время обратного вращения винта, обеспечивая более равномерную пластификацию и последовательное смешивание цвета, что предотвращает сдвиги цвета.
Низкое давление удержания: используется более низкое давление удержания и время. Поскольку кнопки тонкие, чрезмерное давление удержания может привести к чрезмерному внутреннему напряжению и даже прилипанию плесени.
Фаза 4: Пост-обработка и контроль качества
Пост-обработка:
Ворота: работник или робот точно обрезают ворота и сглаживают его, не оставляя остатка.
Вторичная обработка: Некоторые кнопки могут потребовать ультрафиолетового покрытия (для износостойкой устойчивости), гальванирования (для металлической отделки) или шелковой гравировки/лазерной гравировки (для печати символов).
Инспекция качества (чрезвычайно строго):
100% проверка внешнего вида: в определенных условиях освещения каждая кнопка проверяется визуально или использует систему автоматического визуального осмотра (AOI) на получение незначительных дефектов, таких как материалы, черные пятна, царапины, усадка, воздушные отметки и неравномерность цвета. Это необходимый шаг в производстве кнопок.
Осмотр размеров: размеры ключевых размеров, такие как диаметр, высота и размеры защелки, проверяются с использованием 2D -прибора для измерения изображения или микроскопа.
Тестирование на ощущение и функции: образцы протестируются на ощущение кнопки, обеспечивая даже давление, плавное сношение и правильное взаимодействие с тактильными переключателями на печатной плате.
Тестирование на срок службы: партийные образцы испытывают на срок службы кнопки (например, десятки тысяч до миллионов прессов) для обеспечения долговечности.
Экологические тестирование: материалы обеспечиваются соответствующими экологическим стандартам, таким как ROHS и охват.
Мы являемся производителем формования пластиковой кнопки, обеспечивающим высококачественное производство формования пластиковой кнопки. Пока вы хотите настроить/разработать пластиковую кнопку впрыска, вы можете найти нас. У нас есть профессиональная конструкция плесени и технологии зрелого производства, предоставляя вам универсальный сервис, начиная с транспортировки продукта по производству продуктов продукции, мы можем помочь вам в каждой ссылке. Пока вы приедете к нам, мы предоставим вам окончательное обслуживание и удовлетворим вас с точки зрения качества продукции, времени производства, информационного диалога и т. Д.
|
Название продукта |
Беговая дорожка |
|
Пожалуйста, предоставлены |
2D, 3D, образцы или размер Многоугольные картинки |
|
Время плесени |
20-35 дней |
|
Время продукта |
7-15 дней |
|
Точность плесени |
+/- 0,01 мм |
|
Жизнь плесени |
50-100 миллионов выстрелов |
|
Процесс производства |
Аудиторские чертежи - Анализ потока плесени - Проверка проектирования - Пользовательские материалы - обработка пресс -формы - Обработка ядра - Обработка электродов - система бегунов Обработка - обработка и закупки деталей - Принятие обработки - полость Процесс обработки поверхности - сложный режим - весь Поверхностное покрытие плесени - монтажная пластина - образец плесени - тест образца образцы |
|
Полость плесени |
Одна полость, многократная или такая же Различные продукты можно сделать вместе |
|
Материал плесени |
P20,2738,2344,718, S136,8407, NAK80, SKD61, H13 |
|
Система бегунов |
Горячий бегун и холодный бегун |
|
Базовый материал |
P20,2738,2344,718, S136,8407, NAK80, SKD61, H13 |
|
Заканчивать |
Слово, зеркальное покрытие, Матовая поверхность, Striae |
|
Стандартный |
Hasco, DME или в зависимости от |
|
Основная технология |
Фрезерование, шлифование, ЧПУ, EDM, проволока резка, резьба, EDM, токарные станки, отделка поверхности и т. Д. |
|
Программное обеспечение |
CAD, Pro-E, UG Время дизайна: 1-3 дня (нормальные обстоятельства) |
|
Материал продукта |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Система качества |
ISO9001: 2008 |
|
Установить время |
20 дней |
|
Оборудование |
ЧЕНК, EDM, разрезание Машина, пластиковая механизм и т. Д. |


Пластиковое изготовление форм

Спецификации пластикового литья

Дизайн пресс -формы:




Процесс транзакции:

Тестирование плесени:


Упаковка продукта

Фабрика
Мы нестандартная фабрика пластиковой плесени. Наша фабрика - производитель плесени пластиковой инъекции. Мы имеем 17 -летний опыт работы в профессиональной пластиковой форме и 10 -летнем опыте иностранной торговли. Мы нестандартный поставщик пластиковой плесени. Мы можем предоставить пользовательскую пластиковую службу пресс -формы. Наша фабрика может сделать литые пластиковые детали для инъекций, а качество продуктов удовлетворит вас.
У нас более 50 высококлассных машин и сотни инженеров и дизайнеров. Мы можем предоставить универсальный сервис, от дизайна продукта - изготовление плесени - Производство продукта - Упаковка продукта - Транспорт. У нас есть полная производственная цепочка. Мы можем удовлетворить все ваши требования.
Услуги, которые мы предоставляем:
Профессиональный сервис на заказ плесени, проектирование пластиковой формы и производство. Пластичное производство продукта, конструкция продукта, дизайн плесени, настройка выдудной формы, настройка вращательной плесени, настройка плесени. Услуги 3D -печати, Служба производства с ЧПУ, упаковка продукта, индивидуальная упаковка, услуги доставки.










Мы всегда первым придерживаемся принципов качества в первую очередь. Предоставляя клиентам продукты высочайшего качества, постарайтесь максимизировать эффективность производства и сократить время производства. Мы с гордостью говорим каждому клиенту, что наша компания не потеряла ни одного клиента с момента его учреждения. Если есть проблема с продуктом, мы будем активно искать решение и взять на себя ответственность до конца.

Часто задаваемые вопросы
Q1: вы торговая компания или производитель?
A: Мы производители.
Q2. Когда я могу получить цитату?
A: Мы обычно цитируем в течение 2 дней после того, как получим ваш запрос.
Если вы очень срочно, позвоните нам или сообщите нам в своем электронном письме, чтобы мы могли сначала цитировать для вас.
Q3 Сколько времени длится время для плесени?
A: Все зависит от размера и сложности продуктов. Обычно время выполнения выполнения 25 дней.
Q4 У меня нет 3D -рисунка, как мне начать новый проект?
A: Вы можете поставить нам образец формования, мы поможем вам закончить 3D -дизайн рисования.
Q5 Перед отправкой, как убедиться, что продукты качество?
Ответ: Если вы не придете на нашу фабрику, а также у вас нет третьей стороны для проверки, мы будем вашим работником инспекции.
Мы предоставим вам видео для деталей производственного процесса, включающие отчет о процессе, структуру размера продуктов и детали поверхности, детали упаковки и так далее.
Q6 Каковы ваши условия оплаты?
A: Оплата плесени: 40% депозит по T/T заранее, 30% второй выплаты плесени, прежде чем отправлять первые пробные образцы, 30% баланса плесени после того, как вы согласитесь с окончательными выборами.
B: Производство: 50% депозит заранее, 50%, прежде чем отправлять окончательные товары.
Q7: Как вы делаете наш бизнес в долгосрочных и хороших отношениях?
A: 1. Мы сохраняем хорошего качества и конкурентоспособной цены, чтобы наши клиенты получали пользу от продуктов наилучшего качества.
2. Мы уважаем каждого клиента как нашего друга, и мы искренне занимаемся бизнесом и подружились с ними, независимо от того, откуда они.
Горячие Теги: Кнопка пластиковой кнопки впрыскивания, Китай, производитель, поставщик, завод, индивидуальная, оптовая, покупка, качество, последние продажи, сделанные в Китае
Связанная категория
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.








