

Главная
>
Продукт > Основная служба настройки > Пользовательская литья > Литье деталей роботов под давлением
Продукт
- Основная служба настройки
- Здравоохранение
- Домашнее медицинское оборудование
- Товары для оздоровительного массажа для домашнего использования
- Домашнее медицинское реабилитационное оборудование
- Оборудование для домашнего ухода
- Медицинское оборудование для больниц
- Коммерческое медицинское оборудование больницы
- Новые медицинские устройства
- Ветеринарные товары
- Электронные приборы и инструменты
- Формы для товаров для матери и ребенка
- Рекреационный спорт
- Искусство интерьера дома
- Автомобильные аксессуары
- Транспорт и складирование
- Светильники
- Строительное оборудование
- Упаковка продукта
- Образовательные и лаборатории
- Одежда Аксессуары для багажа
- Средства по уходу и чистке
- Сельское и лесное хозяйство
- Механическое оборудование
- Товары для домашних животных
- Kitchenware








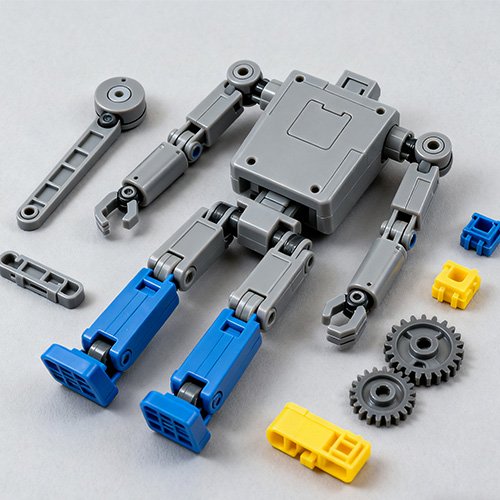
Литье деталей роботов под давлением
В области литья деталей роботов компания Ningbo (P&M) Plastic Metal Products Co., Ltd. имеет 18-летний опыт производства пресс-форм и 10-летний опыт экспорта. Мы предоставляем профессиональные универсальные услуги по изготовлению пресс-форм по индивидуальному заказу и являемся профессиональным производителем пластиковых форм. Мы можем использовать литье под давлением, выдувное формование, литье под давлением и ротационное формование.
Отправить запрос
Описание продукта
Литье деталей роботов под давлением — это технология, при которой производятся различные основные и вспомогательные детали роботов (такие как детали конструкции, детали трансмиссии, корпуса датчиков, соединительные компоненты и т. д.) с использованием индивидуальных процессов литья под давлением. Этот процесс должен сочетать особые требования к деталям робота по точности, прочности, устойчивости к погодным условиям и т. д., а также превращать расплавленный пластик в детали, соответствующие стандартам сборки роботов и требованиям к рабочим условиям, за счет эксклюзивной конструкции пресс-формы, точного выбора материала и оптимизированных параметров впрыска. По сравнению с традиционной механической обработкой, она может эффективно реализовать массовое производство деталей сложной структуры, а также обеспечить постоянство размеров и стабильность характеристик деталей, что является одной из ключевых вспомогательных технологий для крупномасштабного производства робототехники.

Введение в литье деталей робота P&M
A. Основные характеристики литья под давлением деталей робота.
1. Сверхточное формование.
К деталям роботов (таким как шарнирные передаточные механизмы, прецизионные соединители) предъявляются чрезвычайно высокие требования к точности размеров, обычно требуется допуск ±0,005 мм, а некоторые основные детали даже требуют точности на микронном уровне. В процессе литья под давлением необходимо гарантировать, что детали могут точно соответствовать допуску сборки робота после формования посредством высокоточного изготовления пресс-форм (с использованием стали для горячей обработки H13, обработанной пятиосным обрабатывающим центром, с точностью полости формы до ± 0,002 мм), термопластавтоматов с замкнутым контуром управления (мониторинг давления впрыска, скорости и температуры в режиме реального времени с диапазоном колебаний, контролируемым в пределах ± 1%) и онлайн-контроля размеров (с использованием лазерных датчиков диаметра и координатно-измерительных машин для обратной связи по размерам). отклонения в режиме реального времени), чтобы избежать заклинивания работы робота или ошибок позиционирования, вызванных недостаточной точностью детали.
2. Комплексное формование сложных конструкций.
Детали роботов часто имеют сложные конструкционные конструкции, такие как соединительные основания с несколькими наборами пряжек, корпуса трансмиссии со встроенными ребрами жесткости, кронштейны датчиков с отверстиями специальной формы и т. д. Процесс литья под давлением может реализовать комплексное формование этих сложных конструкций посредством многополой или составной конструкции пресс-формы: например, корпус шарнира робота может быть отлит под давлением за один раз без последующего сращивания, что не только уменьшает количество деталей (уменьшает 30-50% типов деталей по сравнению с другими). с традиционными процессами сращивания), но также позволяет избежать структурных слабых мест, вызванных зазорами в сращивании, повышает общую жесткость деталей (прочность на изгиб увеличивается более чем на 20%), а также снижает сложность и стоимость сборки робота.
3. Точное соответствие свойств материала.
Рабочие среды роботов разнообразны (например, высокотемпературное загрязнение маслом в промышленных цехах, чередование высоких и низких температур на открытом воздухе, требования к стерильности в медицинских сценариях), и различные детали должны адаптироваться к конкретным свойствам материалов: детали трансмиссии должны иметь высокую износостойкость (например, материал PA66 с добавлением стекловолокна, скорость износа менее 0,001 мм³/(Н·м)); корпуса роботов на открытом воздухе должны быть устойчивы к УФ-старению (например, сплав ПК/АБС с добавлением анти-УФ-агента, степень сохранения ударной вязкости достигает более 85% после 1000 часов УФ-облучения); Детали медицинских роботов должны быть биосовместимы (например, медицинский материал PEEK, соответствующий стандарту биосовместимости ISO 10993). Процесс литья под давлением может точно соответствовать требованиям к производительности различных деталей робота за счет модификации материала и корректировки формулы, гарантируя стабильную работу деталей в течение длительного времени в конкретных рабочих условиях.
B、Производственный процесс литья под давлением деталей робота
1. Анализ требований к деталям и проектирование пресс-формы
Во-первых, необходимо глубоко проанализировать технические требования к деталям робота: уточнить функциональное положение детали в роботе (например, несущая способность, трансмиссия, уплотнение), параметры рабочей среды (диапазон температур, контакт среды, прочность нагрузки), допуск сборки (предоставить подробные 2D/3D чертежи, отметить ключевые размеры и геометрические допуски) и требования к выходу (определить количество полостей пресс-формы и срок службы). В зависимости от требований для проектирования пресс-форм используется программное обеспечение CAD/CAE (например, SolidWorks, Moldflow): полость и стержень должны сохранять пластическую усадку (например, 2,0–2,5% для материалов ПОМ), а анализ текучести пресс-формы проводится для моделирования процесса заполнения пластиком, оптимизации положения литника (избегайте пузырьков и следов усадки) и компоновки контура охлаждающей воды (обеспечьте равномерное охлаждение деталей с контролем деформации в пределах 0,01 мм); для прецизионных деталей трансмиссии в форму необходимо установить позиционирующие штифты и направляющие конструкции, чтобы гарантировать, что соосность шпоночных отверстий после формования детали составляет ≤0,003 мм.
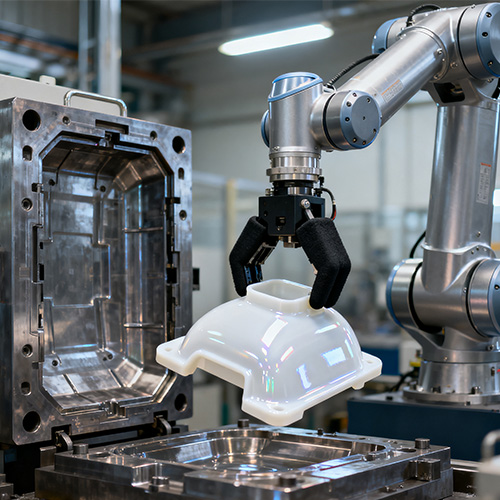
2. Производство высокоточных пресс-форм.
Материалы пресс-форм выбираются в зависимости от точности и производительности детали: для полости сердечника и сердечника используется литейная сталь H13 или S136 (H13 обладает высокой износостойкостью, подходит для массового производства; S136 обладает превосходной коррозионной стойкостью, подходит для прозрачных деталей или деталей с высокими требованиями к поверхности), а в шаблоне используется предварительно закаленная сталь P20. Процесс обработки требует нескольких прецизионных процессов: во-первых, используйте пятиосевой обрабатывающий центр для черновой и получистовой обработки полости, чтобы обеспечить допуск формы и положения ≤0,005 мм; затем используйте электроэрозионную обработку (EDM) для окончательной обработки сложной полости или структуры с узким зазором, при этом шероховатость поверхности контролируется на уровне Ra≤0,4 мкм; наконец, выполнить зеркальную полировку (с использованием алмазной шлифовальной пасты, точность до Ra≤0,012 мкм) и сборку пресс-формы. После сборки лазерный интерферометр используется для обнаружения параллельности и соосности пресс-формы, чтобы гарантировать, что общая точность пресс-формы соответствует требованиям производства деталей.
3. Инъекционное производство и оптимизация процессов
Параметры впрыска устанавливаются в соответствии с характеристиками материала детали: например, при изготовлении роботизированных шарниров (с использованием стекловолокна PA66 + 30%) температура впрыска контролируется на уровне 260-280 ℃, давление впрыска 80-100 МПа, время выдержки 15-20 с и время охлаждения 25-30 с; при изготовлении корпусов датчиков (с использованием материалов ПК) температура впрыска составляет 280-300 ℃, давление впрыска 90-110 МПа, чтобы избежать внутреннего напряжения, вызывающего растрескивание корпуса. В ходе производственного процесса промышленная система Интернета вещей (IIoT) используется для сбора параметров литьевой машины (температура, давление, время) и данных о размерах деталей в режиме реального времени, а также создания модели корреляции между параметрами процесса и качеством детали: когда обнаруживается, что отклонение размера детали превышает 0,003 мм, система автоматически регулирует скорость впрыска или давление выдержки для реализации динамической оптимизации параметров процесса, гарантируя, что степень квалификации детали стабильна выше 99,5%.
4. Постобработка и проверка детали.
Детали после литья под давлением требуют целенаправленной последующей обработки: для трансмиссионных шестерен требуется удаление заусенцев (с использованием оборудования для удаления заусенцев с помощью ультразвукового оборудования для удаления заусенцев на литых и разделительных поверхностях с точностью до 0,001 мм) и обработка поверхности (например, азотирование, твердость поверхности увеличивается до уровня выше HV800 для повышения износостойкости); для корпусов датчиков требуется поверхностное покрытие (например, покрытие вакуумным напылением для повышения устойчивости корпуса к царапинам и эффекта электромагнитного экранирования). В звене контроля используется комбинация «100% контроль + выборочный контроль»: ключевые размеры (такие как модуль зубчатого колеса, расстояние между отверстиями) полностью проверяются полностью автоматической координатно-измерительной машиной, чтобы гарантировать, что каждая деталь соответствует требованиям точности; механические свойства (такие как прочность на разрыв, ударная вязкость) отбираются партиями (5-10 штук на партию) и проверяются на универсальной испытательной машине и машине для испытаний на удар; Адаптивность к окружающей среде (например, стойкость к высоким и низким температурам, устойчивость к старению) моделируется и тестируется с помощью камеры с высокой и низкой температурой и камеры для испытаний на старение, чтобы гарантировать, что детали могут адаптироваться к рабочей среде робота.
Литье деталей робота P&M (спецификация)
|
Название формы |
Литье деталей роботов под давлением |
|
Мы обещаем |
Все ориентированы на клиента, никогда не преследуют краткосрочную прибыль и продают долгосрочные выгоды. |
|
Мы производим |
Пресс-форма, прототип, литье под давлением, сборка изделия, поверхностная печать, напыление интеграции поверхности |
|
Пожалуйста, предоставьте |
2D, 3D, образцы или размер многоракурсных изображений |
|
Время пресс-формы |
Около 25 рабочих дней |
|
Время продукта |
7-15 дней |
|
Модная точность |
±0,1 мм |
|
Жизнь пресс-формы |
50-100 миллионов выстрелов |
|
Производственный процесс |
Аудиторские чертежи - анализ потока пресс-формы - проверка конструкции - специальные материалы - обработка пресс-формы - обработка стержня - обработка электродов - обработка системы направляющих - обработка и закупка деталей - приемка обработки - процесс обработки поверхности полости - сложный режим Штамповка - покрытие всей поверхности формы - монтажная пластина - образец пресс-формы - испытание образца - отправка образцов |
|
Полость формы |
Одна полость, несколько полостей или одинаковые разные изделия могут быть изготовлены вместе |
|
Материал пресс-формы |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Система бегунков |
Горячий бегун и холодный бегун |
|
Базовый материал |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Заканчивать |
Ровность слова, зеркальный блеск, матовая поверхность, стрии. |
|
Стандартный |
HASCO, DME или в зависимости от |
|
Тонкая технология |
Фрезерование, шлифование, ЧПУ, электроэрозионная обработка, резка проволоки, резьба, электроэрозионная обработка, токарные станки, обработка поверхности и т. д. |
|
Программное обеспечение |
CAD,PRO-E,UG Время проектирования: 1-3 дня (нормальные обстоятельства) |
|
Материал изделия |
Пищевое пластиковое сырье |
|
Источник |
Сделано в Китае |

Процесс настройки








Фабрика и о нас
Компания NingBo Plastic Metal Product Co., Ltd (P&M) расположена в Юяо, так называемом Городе Плесени, Королевстве Пластика, на южной оконечности моста через залив Ханчжоу, к северу от Шанхая, к востоку от порта Нинбо, на плотной двойной линии государственной дороги 329 по суше, морю и воздуху в сеть для облегчения транспортировки.
Благодаря богатой технической мощи, научным методам управления и хорошему послепродажному обслуживанию, продукт пользуется большим доверием и приветствуется клиентами со всего мира. P&M использует усовершенствованную систему разработки и производства для проектирования пресс-форм, производства пластиковых изделий и автоматического производства. Нашей основной продукцией является проектирование и производство пластиковых форм, пластиковых изделий, металлических изделий. 90% продукции нашего предприятия экспортируется в Америку, Европу, Германию, Японию, Австралию и др. На протяжении многих лет компания занимается исследованием сырья. Компания имеет собственную торговую марку и десятки патентов, обеспечивающие более удобную техническую поддержку при изготовлении пресс-форм и производстве продукции. P&M начала внутренний бизнес с 2008 года под названием Shundi Mold Factory. И открыли международный рынок с 2014 года. Мы всегда придерживаемся принципов качества и времени в первую очередь. Предоставляя клиентам продукцию высочайшего качества, постарайтесь максимизировать эффективность производства и сократить время производства. Мы с гордостью сообщаем каждому клиенту, что наша компания не потеряла ни одного клиента с момента своего создания. Если возникнут проблемы с продуктом, мы будем активно искать решение и возьмем на себя ответственность до конца.
P&M придерживается рыночной ориентации на качество жизни и фокусируется на качественном обслуживании и постоянной разработке новых продуктов, стремясь создать лучший корпоративный имидж, а наши друзья дома и за рубежом, чтобы осуществлять широкий спектр деловых обменов и сотрудничества, создают блестящие вещи.






Упаковка
Упаковка в соответствии с вашими потребностями
1. Доставка по воздуху занимает 3-7 дней.
Товары могут быть отправлены DHL, Fedex, UPS.
2. По морю время доставки зависит от вашего порта.
В страны Юго-Восточной Азии занимает около 5-12 дней.
В страны Ближнего Востока доставка занимает около 18-25 дней.
В европейские страны занимает около 20-28 дней.
Доставка в американские страны занимает около 28-35 дней.
В Австралию занимает около 10-15 дней.
В африканские страны занимает около 30-35 дней.
Детали P&M Bike, ориентированные на детей, сочетают в себе безопасность, здоровье и веселье, стремясь добавить ярких красок в прекрасное детство. Мы с нетерпением ждем возможности работать вместе с вами, чтобы служить нашим детям.
Дорога роста ребенка вымощена кирпичами и плиткой.


Часто задаваемые вопросы
1.Кто мы?
Мы находимся в Чжэцзяне, Китай, начиная с 2014 года, продаем в Северную Америку (30,00%), Южную Европу (10,00%), Северную Европу (10,00%), Центральную Америку (10,00%), Западную Европу (10,00%), Ближний Восток (10,00%), Восточную Европу (10,00%), Южную Америку (10,00%). В нашем офисе работает около 51-100 человек.
2.Как мы можем гарантировать качество?
Всегда предсерийный образец перед массовым производством;
Всегда окончательная проверка перед отправкой;
3.Что вы можете купить у нас?
Пресс-формы, изделия из пластмассы, изделия из металла, изделия для стоматологии, обработка на станках с ЧПУ.
4. Почему вам следует покупать у нас, а не у других поставщиков?
Мы в основном занимаемся всеми видами 3D-дизайна, 3D-печати, а также пластиковыми металлическими формами и инструментами и изделиями. У нас есть собственный инженер и завод. Комплексная поставка: 3D-дизайн - 3D-печать - изготовление пресс-форм - литье пластмассы.
5.Какие услуги мы можем предоставить?
Принятые условия доставки: FOB,CFR,CIF,EXW,FCA,DDP,DDU;
Принимаемая валюта платежа: доллар США, евро;
Принятый тип оплаты: T/T, L/C, PayPal, Western Union, Escrow;
Язык общения: английский, китайский, испанский, французский, русский.
6. Каковы характеристики вашего сервиса?
1. На ваш запрос, связанный с нашей продукцией или ценами, будет дан ответ в течение 24 часов.
2. Хорошо обученный и опытный персонал ответит на все ваши вопросы на свободном английском языке.
3. Предложение поддержки для решения проблемы в период подачи заявки или продажи.
4. Конкурентоспособные цены при одинаковом качестве.
5. Гарантия качества образцов такая же, как и качество массового производства.
Горячие Теги: Литье деталей робота под давлением, Китай, Производитель, Поставщик, Фабрика, Индивидуальные, Оптовая торговля, Купить, Качество, Последние продажи, Сделано в Китае
Связанная категория
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.








