

Продукт
- Основная служба настройки
- Здравоохранение
- Домашнее медицинское оборудование
- Товары для оздоровительного массажа для домашнего использования
- Домашнее медицинское реабилитационное оборудование
- Оборудование для домашнего ухода
- Медицинское оборудование для больниц
- Коммерческое медицинское оборудование больницы
- Новые медицинские устройства
- Ветеринарные товары
- Электронные приборы и инструменты
- Формы для товаров для матери и ребенка
- Рекреационный спорт
- Искусство интерьера дома
- Автомобильные аксессуары
- Транспорт и складирование
- Светильники
- Строительное оборудование
- Упаковка продукта
- Образовательные и лаборатории
- Одежда Аксессуары для багажа
- Средства по уходу и чистке
- Сельское и лесное хозяйство
- Механическое оборудование
- Товары для домашних животных
- Kitchenware





Туринг -инъекция
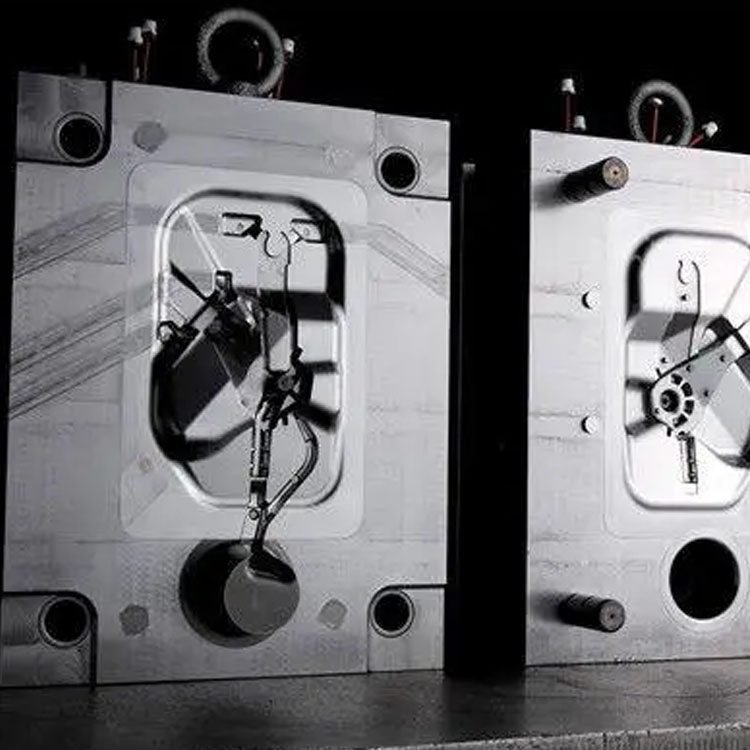
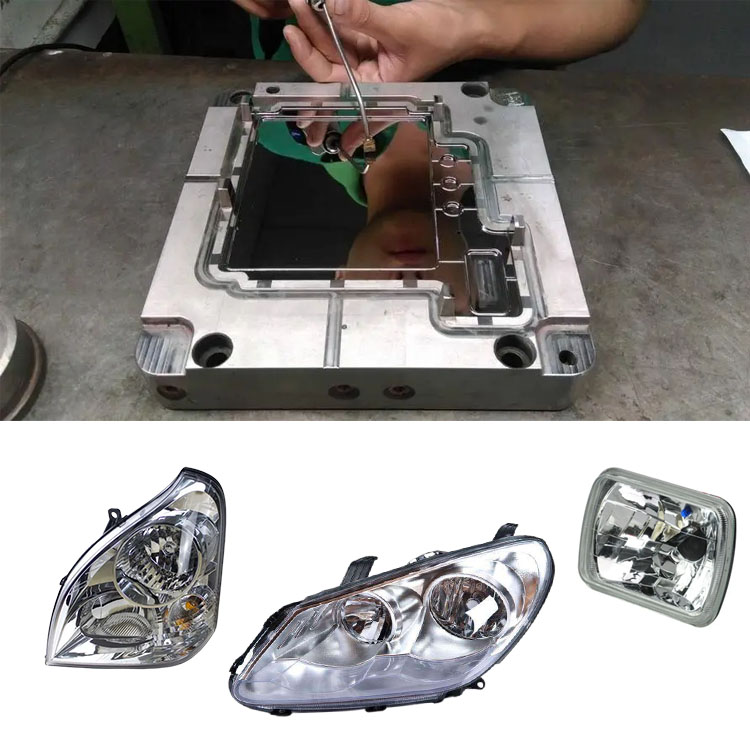
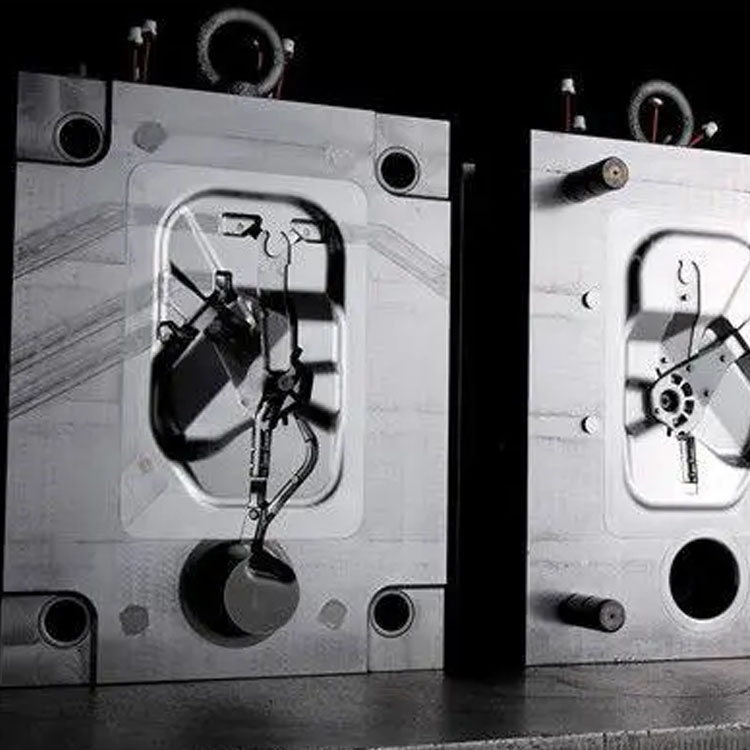
Ningbo (P & M) Plastic Metal Products Co., Ltd. имеет 17 -летнюю технологию изготовления плесени и может настроить литье для инъекции в ломинговом колесе. Мы предоставляем профессиональные индивидуальные услуги по впрыскам рулевого колеса, и мы являемся профессиональным производителем литья рулевого колеса. Мы имеем достаточный опыт в выборе сырья продукта и материалов для плесени. В процессе настройки формования впрыска рулевого колеса наша фабрика может предоставить универсальный сервис. У нас есть возможности для проектирования и производства, связанные с литьем впрыскивания рулевого колеса, такими как: конструкция CAD, производство плесени, литья под давлением, производство пластикового продукта, сборку и другие технологии.
Отправить запрос
Описание продукта
Кроме того, наша компания установила кооперативные отношения с поставщиками пластикового сырья, производителями печати и т. Д., Чтобы обеспечить поставку сырья и качества печати. Благодаря нашему богатому опыту и идеальной цепочке поставок наша компания может предоставить клиентам высококачественные индивидуальные продукты для литья на индивидуальном виде для удовлетворения их конкретных потребностей. В то же время у нас есть 10 -летний опыт работы в области профессионального обслуживания внешней торговли, понимаем процесс внешней торговли и лучше обслуживает наших клиентов. Для формования рулевого колеса мы можем сделать соответствующие пластиковые детали, которые в основном выполняются с помощью подпредников.


Ядра точки формования впрыска рулевого колеса в сочетании с правилами безопасности, эргономикой и характеристиками процесса обобщены в пять ключевых модулей управления:
1. Выбор материала и предварительная обработка
Требования субстрата
Высокая жесткость + баланс сопротивления воздействия: обычно используемый PP + EPDM-T20 (20% усиленный тальком полипропилен), модуль изгиба должен быть ≥2200 МПа, сила удара> 15 кДж/м² (-30 ℃ тест).
Устойчивость к погодным условиям и защита окружающей среды: необходимо пройти тест на старение ультрафиолетового ультрафиолета (разница в цвете 1500 часов ΔE <3) и летучих органических соединений (формальдегид <10 мкг/г).
Влияние процесса: текучесть материала (MFR 20-35G/10 мин) напрямую влияет на эффект заполнения.
Металлическая вставка предварительная обработка
Обезжиривание и удаление ржавчины: щелочная очистка + песчаная обработка (уровень SA2.5), улучшение прочности связывания пластикового металла> 15 МПа.
Управление предварительной нагрева: предварительное нагревание при 120-150 ℃ устраняет разницу в усадке между горячим и холодным и предотвращает растрескивание напряжений (риск растрескивания увеличивается на 70%, когда разница температуры превышает 80 ℃).
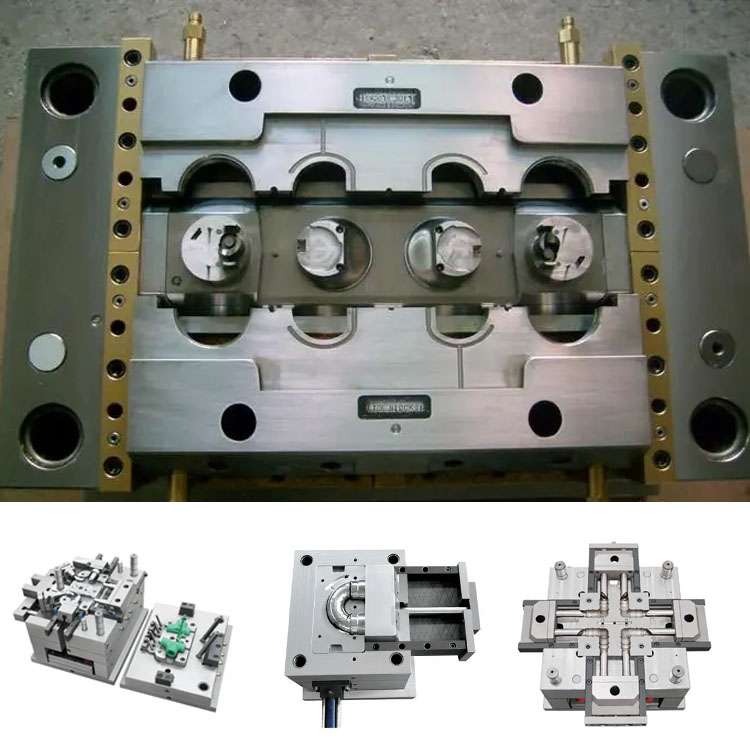
2. Основные элементы дизайна плесени
Оптимизация системы горячих бегунов
Контроль последовательности игольчатых клапанов: убедитесь, что градиент заполняется от спица в обод (уменьшите внешний вид сварных линий в области захвата).
Расположение канала охлаждающей воды: конформный водный канал составляет ≤15 мм от поверхности полости, а разность температуры контролируется в пределах ± 3 ℃ (избегайте следов усадки на поверхности кожи).
Вентиляция и дизайн выброса
Сегментированный выхлоп: 0,02 мм ступенчатые выхлопные канавки устанавливаются в положении глубокого ребра (общая площадь поперечного сечения> 0,03% от площади проекции полости).
Ставитель Nitriding Ejector: H-образная компоновка позволяет избежать деформации, поверхностная твердость ≥1000HV (сопротивляться износу стеклянного волокна).
3. Управление окном от процесса литья под давлением
Температура расплава, 220-250 ℃,> 260 ℃ приведет к деградации материала
Давление впрыска, 80-120 МПа, недостаточное давление приведет к сбое металлического вставки.
Давление нажатия, 60% давления впрыска, слишком высокое, вызовет переполнение и внутреннее напряжение
Время охлаждения, 40-60 с, на 30% снижение устойчивости размерных
Температура пресс-формы, 60-80 ℃, <50 ℃ Кожаное перенос зерна не ясна
Приложение специального процесса:
Технология температуры переменной формы: поверхность плесени поднимается до 110 ℃ до инъекции (улучшает эффект кожаного зерна) и падает до 40 ℃ на стадии охлаждения (цикл сокращения).
Микро-фом-инъекционное формование: суперкритическое давление впрыска N₂ 25 МПа, 15% снижение веса и устранение следов усадки (требуется специальная плесень для герметизации).
4. Меры по предотвращению дефектов
Управление линией сварки
Отрегулируйте положение затвора, чтобы сделать линию слияния отклоняться от области высокого напряжения (например, соединение между списком и ободом).
Используйте технологию вращения в виде (плесень поворачивает 15 ° для вторичного литья под давлением, чтобы сдвинуть линию сварного шва).
Контрмеры для плохого покрытия
Металлические вставки разработаны со структурой крючка (глубина 0,3-0,5 мм, угол 45 °).
Используйте отсроченное переключение высокого давления (ВЭЖХ): высокое давление 120 МПа поддерживается до тех пор, пока ворота не будут закрыты.
V. Стандарты после обработки и тестирования
Размерный контроль стабильности
Расположенный в среду постоянной температуры и влажности (23 ℃/50%RH) в течение 48 часов для измерения, радиальное разряд ≤0,8 мм.
Используйте лазерное сканирование для сравнения 3D цифровых моделей (полоса толерантности ± 0,25 мм).
Проверка производительности безопасности
Статический критерий крутящего момента:> 150N · м без постоянной деформации (национальный стандарт GB 11557).
Испытание на усталость: нет трещин после 1 миллиона раз ± 45 ° торсиона (нагрузка 50N · м).
Отрастные современные тенденции (2025)
Применение материалов на основе био: PE, извлеченная из этанола сахарного тростника (углеродный след, уменьшенной на 60%), который прошел сертификацию Volkswagen TL52696.
Оптимизация процесса ИИ: используйте машинное обучение, чтобы предсказать положение линии сварки (точность> 92%) и настраивать параметры процесса в режиме реального времени.
Интегрированное формование: вставки вставлены датчики (мониторинг крутящего момента/сердечного ритма), а также литье инъекции одновременно завершает упаковку цепи.
Ключевое резюме: сущность литья под давлением рулевого колеса является точный баланс между безопасностью и комфортом. От обработки вставки до усталости для тестирования, каждая ссылка должна реализовать концепцию «нулевой толерантности» - смещение сварной линии 0,1 мм может привести к риску перелома за 10 лет. Будущие технологии будут подробно развиваться в направлении функциональной интеграции и низкоуглеродистого производства.
Инъекция рулевого колеса
Мы являемся производителем литья на рулевом колесе, обеспечивающим высококачественное производство литья рулевого колеса. Пока вы хотите настраивать/разработать литья рулевого колеса, вы можете найти нас. У нас есть профессиональная конструкция плесени и технологии зрелого производства, предоставляя вам универсальный сервис, начиная с транспортировки продукта по производству продуктов продукции, мы можем помочь вам в каждой ссылке. Пока вы приедете к нам, мы предоставим вам окончательное обслуживание и удовлетворим вас с точки зрения качества продукции, времени производства, информационного диалога и т. Д.
|
Название продукта |
Бринг -формование |
|
Пожалуйста, предоставлены |
2D, 3D, образцы или размер Многоугольные картинки |
|
Время плесени |
20-35 дней |
|
Время продукта |
7-15 дней |
|
Точность плесени |
+/- 0,01 мм |
|
Жизнь плесени |
50-100 миллионов выстрелов |
|
Процесс производства |
Аудиторские чертежи - Анализ потока плесени - Проверка проектирования - Пользовательские материалы - обработка пресс -формы - Обработка ядра - Обработка электродов - система бегунов Обработка - обработка и закупки деталей - Принятие обработки - полость Процесс обработки поверхности - сложный режим - весь Поверхностное покрытие плесени - монтажная пластина - образец плесени - тест образца образцы |
|
Полость плесени |
Одна полость, многократная или такая же Различные продукты можно сделать вместе |
|
Материал плесени |
P20,2738,2344,718, S136,8407, NAK80, SKD61, H13 |
|
Система бегунов |
Горячий бегун и холодный бегун |
|
Базовый материал |
P20,2738,2344,718, S136,8407, NAK80, SKD61, H13 |
|
Заканчивать |
Слово, зеркальное покрытие, Матовая поверхность, Striae |
|
Стандартный |
Hasco, DME или в зависимости от |
|
Основная технология |
Фрезерование, шлифование, ЧПУ, EDM, проволока резка, резьба, EDM, токарные станки, отделка поверхности и т. Д. |
|
Программное обеспечение |
CAD, Pro-E, UG Время дизайна: 1-3 дня (нормальные обстоятельства) |
|
Материал продукта |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Система качества |
ISO9001: 2008 |
|
Установить время |
20 дней |
|
Оборудование |
ЧЕНК, EDM, разрезание Машина, пластиковая механизм и т. Д. |


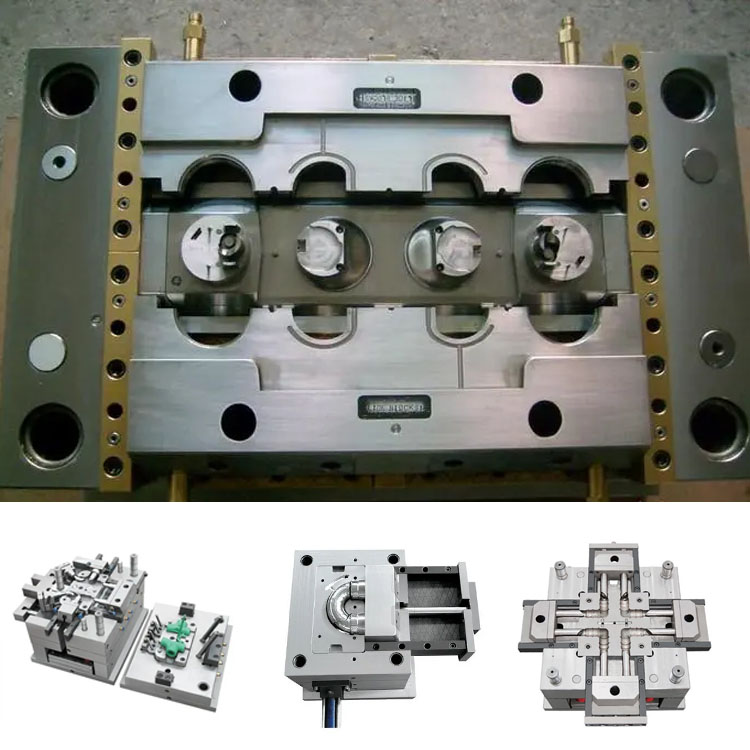
Пластиковое изготовление форм

Спецификации пластикового литья

Дизайн пресс -формы:




Процесс транзакции:

Тестирование плесени:


Упаковка продукта

Фабрика
Мы нестандартная фабрика пластиковой плесени. Наша фабрика - производитель плесени пластиковой инъекции. Мы имеем 17 -летний опыт работы в профессиональной пластиковой форме и 10 -летнем опыте иностранной торговли. Мы нестандартный поставщик пластиковой плесени. Мы можем предоставить пользовательскую пластиковую службу пресс -формы. Наша фабрика может сделать литые пластиковые детали для инъекций, а качество продуктов удовлетворит вас.
У нас более 50 высококлассных машин и сотни инженеров и дизайнеров. Мы можем предоставить универсальный сервис, от дизайна продукта - изготовление плесени - Производство продукта - Упаковка продукта - Транспорт. У нас есть полная производственная цепочка. Мы можем удовлетворить все ваши требования.
Услуги, которые мы предоставляем:
Профессиональный сервис на заказ плесени, проектирование пластиковой формы и производство. Пластичное производство продукта, конструкция продукта, дизайн плесени, настройка выдудной формы, настройка вращательной плесени, настройка плесени. Услуги 3D -печати, Служба производства с ЧПУ, упаковка продукта, индивидуальная упаковка, услуги доставки.










Мы всегда первым придерживаемся принципов качества в первую очередь. Предоставляя клиентам продукты высочайшего качества, постарайтесь максимизировать эффективность производства и сократить время производства. Мы с гордостью говорим каждому клиенту, что наша компания не потеряла ни одного клиента с момента его учреждения. Если есть проблема с продуктом, мы будем активно искать решение и взять на себя ответственность до конца.

Часто задаваемые вопросы
Q1: вы торговая компания или производитель?
A: Мы производители.
Q2. Когда я могу получить цитату?
A: Мы обычно цитируем в течение 2 дней после того, как получим ваш запрос.
Если вы очень срочно, позвоните нам или сообщите нам в своем электронном письме, чтобы мы могли сначала цитировать для вас.
Q3 Сколько времени длится время для плесени?
A: Все зависит от размера и сложности продуктов. Обычно время выполнения выполнения 25 дней.
Q4 У меня нет 3D -рисунка, как мне начать новый проект?
A: Вы можете поставить нам образец формования, мы поможем вам закончить 3D -дизайн рисования.
Q5 Перед отправкой, как убедиться, что продукты качество?
Ответ: Если вы не придете на нашу фабрику, а также у вас нет третьей стороны для проверки, мы будем вашим работником инспекции.
Мы предоставим вам видео для деталей производственного процесса, включающие отчет о процессе, структуру размера продуктов и детали поверхности, детали упаковки и так далее.
Q6 Каковы ваши условия оплаты?
A: Оплата плесени: 40% депозит по T/T заранее, 30% второй выплаты плесени, прежде чем отправлять первые пробные образцы, 30% баланса плесени после того, как вы согласитесь с окончательными выборами.
B: Производство: 50% депозит заранее, 50%, прежде чем отправлять окончательные товары.
Q7: Как вы делаете наш бизнес в долгосрочных и хороших отношениях?
A: 1. Мы сохраняем хорошего качества и конкурентоспособной цены, чтобы наши клиенты получали пользу от продуктов наилучшего качества.
2. Мы уважаем каждого клиента как нашего друга, и мы искренне занимаемся бизнесом и подружились с ними, независимо от того, откуда они.
Горячие Теги: Формование впрыскивания рулевого колеса, Китай, производитель, поставщик, завод, индивидуальная, оптовая, покупка, качество, последние продажи, сделанные в Китае
Связанная категория
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.








